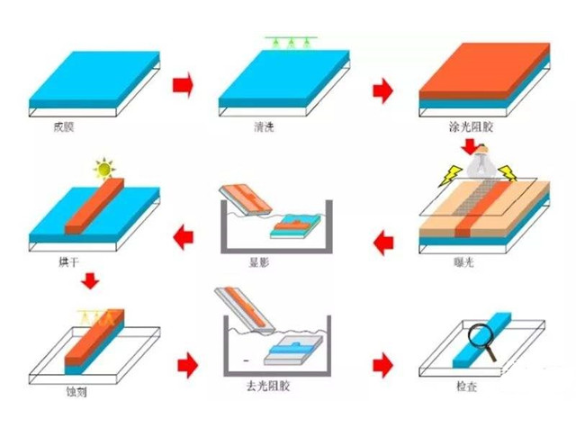
微纳加工技术指尺度为亚毫米、微米和纳米量级元件以及由这些元件构成的部件或系统的优化设计、加工、组装、系统集成与应用技术。微纳加工按技术分类,主要分为平面工艺、探针工艺、模型工艺。本文主要介绍微纳加工的平面工艺,平面工艺主要可分为薄膜工艺、图形化工艺(光刻)、刻蚀工艺。广东省科学院半导体研究所微纳加工平台,面向半导体光电子器件、功率电子器件、MEMS、生物芯片等前沿领域,致力于打造的公益性、开放性、支撑性枢纽中心。平台拥有半导体制备工艺所需的整套仪器设备,建立了一条实验室研发线和一条中试线,加工尺寸覆盖2-6英寸(部分8英寸),同时形成了一支与硬件有机结合的专业人才队伍。平台当前紧抓技术创新和公共服务,面向国内外高校、科研院所以及企业提供开放共享,为技术咨询、创新研发、技术验证以及产品中试提供技术支持。 微机电系统、微光电系统、生物微机电系统等是微纳米技术的重要应用领域。淮北石墨烯微纳加工

微纳加工:干法刻蚀VS湿法刻蚀!刻蚀工艺:用化学或物理方法有选择性地从某一材料表面去除不需要那部分的过程,获得目标图形。在半导体制造中有两种基本的刻蚀工艺:干法刻蚀和湿法刻蚀。干法刻蚀的刻蚀剂是等离子体,是利用等离子体和表面薄膜反应,形成挥发性物质,或直接轰击薄膜表面使之被刻蚀的工艺。特点:能实现各向异性刻蚀,从而保证细小图形转移后的保真性。缺点:造价高。湿法刻蚀是通过化学刻蚀液和被刻蚀物质之间的化学反应将被刻蚀物质剥离下来的方法。大多数湿法刻蚀是不容易控制的各向同性刻蚀。特点:适应性强,表面均匀性好、对硅片损伤少,几乎适用于所有的金属、玻璃、塑料等材料。缺点:图形刻蚀保真想过不理想,刻蚀图形的小线难以掌控。 珠海量子微纳加工微纳结构器件是系统重要的组成部分,其制造的质量、效率和成本直接影响着行业的发展!

美国在微纳加工技术的发展中发挥着主导作用。由于电子技术、计算机技术、航空航天技术和激光技术的需要,美国于1962年开发了金刚石刀具超精细切割机床,解决了激光核聚变反射镜、天体望远镜等光学部件和计算机磁盘加工,奠定了微加工技术的基础,随后西欧和日本微加工技术发展迅速。微纳加工技术是一种新兴的综合加工技术。它整合了现代机械、光学、电子、计算机、测量和材料等先进技术成果,使加工精度从20世纪60年代初的微米水平提高到目前的10m水平,在几十年内提高了1~2个数量级,很大程度提高了产品的性能和可靠性。目前,微纳加工技术已成为国家科技发展水平的重要标志。随着各种新型功能陶瓷材料的成功开发和以这些材料为关键部件的各种装置的高性能,功能陶瓷元件的加工精度达到纳米级甚至更高,有效地促进了微纳加工技术的进步。近年来,纳米技术的出现挑战了微纳加工的极限加工精度一一原子级加工。
在过去的50多年中,微纳加工技术的进步极大地促进了微电子技术和光电子技术的发展。微电子技术的发展以超大规模集成电路为,集成度以每18个月翻一番的速度提高,使得以90nm为小电路尺寸的集成电路芯片已经开始批量生产.以光刻与刻蚀为基础的平面为加工技术已经成为超大规模集成电路的技术,随着电子束光刻技术和电感耦合等离子体(ICP)刻蚀技术的出现,平面微纳加工工艺正在推动以单电子器件与自旋电子器件为的新一代纳米电子学的发展.微纳加工包括光刻、磁控溅射、电子束蒸镀、湿法腐蚀、干法腐蚀、表面形貌测量等。

皮秒激光精密微孔加工应用作为一种激光精密加工技术,皮秒激光在对高硬度金属微孔加工方面的应用早在20世纪90年代初就有报道。1996年德国学者Chichkov等研究了纳秒、皮秒以及飞秒激光与材料的作用机理,并在真空靶室中对厚度100μm的不锈钢进行了打孔实验,建立了激光微纳加工的理论模型,为后续的激光微纳加工实验研究奠定了坚实的理论基础。1998年Jandeleit等对厚度为250nm的铜膜进行了精密制孔实验,实验指出使用同一脉宽的皮秒激光器对厚度较薄的金属材料制孔时,采用高峰值功率更有可能获得高质量的的制孔效果。然而,优异的加工效果不仅取决于脉冲宽度以及峰值功率,制孔方式也是一个至关重要的因素,针对这一问题,Fohl等采用纳秒激光与飞秒激光对制孔方式进行了深入研究,实验结果显示纳秒激光采用螺旋制孔方式所加工的微孔整洁干净,而飞秒激光采用一般的冲击制孔方式所加工的微孔边缘有明显的再铸层。我造技术的研究从其诞生之初就一直牢据行国的微纳制造技术的研究与世界先进水平业的杰出位置。鄂州微纳加工器件
微纳加工技术的特点:微型化!淮北石墨烯微纳加工
2012年北京工业大学Duan等使用课题组自行研制的皮秒激光器对金属钼、钛和不锈钢进行了精密制孔研究,并利用旋切制孔方式对厚度为0.3mm的金属钼实现了孔径ϕ小于200μm的微孔加工,利用螺旋制孔方式在厚度为1mm不锈钢上实现了孔径为200μm的制孔效果。实验指出大口径微孔加工应采用旋切制孔方式,而加工较小口径时则更宜选用螺旋制孔方式。皮秒激光精密微孔加工过程中,对于厚度较小的材料(d<1μm),由于激光与材料作用的时间较短,以采用高峰值功率、窄脉宽的激光为宜,而对于厚度在百微米甚至超过1mm的金属材料的微孔加工,除了要考虑激光峰值功率以及脉冲宽度外,选择合适的制孔方式是必要的。此外,根据材料结构的不同还应该选择是否采用偏振输出等因素。淮北石墨烯微纳加工
广东省科学院半导体研究所在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的电子元器件中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,广东省科学院半导体研究所供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!