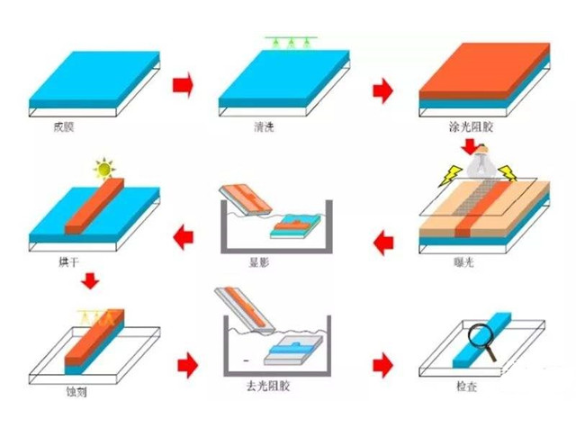
在光刻图案化工艺中,首先将光刻胶涂在硅片上形成一层薄膜。接着在复杂的曝光装置中,光线通过一个具有特定图案的掩模投射到光刻胶上。曝光区域的光刻胶发生化学变化,在随后的化学显影过程中被去除。较后掩模的图案就被转移到了光刻胶膜上。而在随后的蚀刻 或离子注入工艺中,会对没有光刻胶保护的硅片部分进行刻蚀,较后洗去剩余光刻胶。这时光刻胶的图案就被转移到下层的薄膜上,这种薄膜图案化的过程经过多次迭代,联同其他多个物理过程,便产生集成电路。微型加工技术的表面特性和工艺生产率是微纳技术人员的主要关注点。孝感MENS微纳加工

微纳制造可以应用在什么哪些领域?微纳制造作为国家新兴产业发展的重大关键技术之一,对国家装备实力和国民经济技术的发展起到重要作用。微纳制造技术的进步,推动着三大前沿科技的发展:生物技术、信息技术、纳米技术。由于微纳制造技术产品有体积小、集成度高、重量轻、智能化程度高等诸多优点,在信息科学、生物医疗、航空航天等领域广的应用。微纳加工技术是先进制造的重要组成部分,是衡量国家高质量的制造业水平的标志之一,具有多学科交叉性和制造要素极端性的特点,在推动科技进步、促进产业发展、拉动科技进步、保障**安全等方面都发挥着关键作用。微纳加工技术的基本手段包括微纳加工方法与材料科学方法两种。很显然,微纳加工技术与微电子工艺技术有密切关系。邢台微纳加工技术微纳制造技术属国际前沿技术,作为未来制造业赖以生存的基础和可持续发展的关键。

光刻是半导体制造中常用的技术之一,是现代光电子器件制造的基础。实际应用中存在两个主要挑战:一是与FIB和EBL相比,分辨率还不够高;二是由于直接的激光写入器逐点生成图案,因此吞吐量是一个很大的挑战。对于上述两个挑战:分辨率方面,一是可以通过原子力显微镜(AFM)或扫描近场显微镜(SNOM)等近场技术来提高,二是可以通过使用短波长光源来提高,三是可以通过非线性吸收实现超分辨率成像或制造;制造速度方面,除了工程学方法外,随着激光技术的发展,主要是提出了包括自组装微球激光加工、激光干涉光刻、多焦阵列激光直写等并行激光加工方法来提高制造速度。并行激光加工技术可以将二维加工技术扩展到三维加工,为未来微纳加工技术的发展提供新的方向;同时可以地广泛应用于传感、太阳能电池和超材料领域的表面处理和功能器件制造,对生物医学器件制造、光通信、传感、以及光谱学等领域得发展研究具有重要意义。
微纳制造技术的发展,同样涉及到科研体系问题。严格意义上来说,科研分为三个领域,一个是基础研究领域,一个是工程化应用领域,一个是市场推广领域。在发达国家的科研机制中。几乎所有的基础研究领域都是由国家或机构直接或间接支持的。这种基础研究较看重的是对于国家、民生或**的长远意义.而不是短期内的投入与产出。因而致力于基础研究的机构或者人员。根本不用考虑研究的所谓“市场化”问题。而只是进行基础、理论的研究。另一方面。工程化应用领域由专门的机构或职能部门负责,这些部门从应用领域、生产领域、制造领域抽调专家、学者及相关专业人员,对基础研究的市场应用前景进行分析,并提出可行性建议,末尾由市场或企业来进行工程化应用研究。末尾市场化推广的问题自然是企业来做了。中国的高校和研究机构,做纯理念和纯基础的并不多,中国大多是工程性项目研究。其理想模式为高校、研究所、企业三结合状态,各司其职,各负其责。微纳技术是继JT、生物之后。21世纪较具发展潜力的高新技术,是未来十年高增长的新兴产业。在过去的几年中,全球各地的研究机构和大学已开始集中研究微观和纳米尺度现象、器件和系统。

基于掩模板图形传递的光刻工艺可制作宏观尺寸的微细结构,受光学衍射的极限,*适用于微米以上尺度的微细结构制作,部分优化的光刻工艺可能具有亚微米的加工能力。例如,接触式光刻的分辨率可能到达0.5μm,采用深紫外曝光光源可能实现0.1μm。但利用这种光刻技术实现宏观面积的纳米/亚微米图形结构的制作是可欲而不可求的。近年来,国内外比较多学者相继提出了超衍射极限光刻技术、周期减小光刻技术等,力求通过曝光光刻技术实现大面积的亚微米结构制作,但这类新型的光刻技术尚处于实验室研究阶段。微纳加工平台支持基础信息器件与系统等多领域、交叉学科,开展前沿信息科学研究和技术开发。保定全套微纳加工
微纳检测主要是表征检测:原子力显微镜、扫描电镜、扫声波扫描显微镜、白光干涉仪、台阶仪等。孝感MENS微纳加工
2012年北京工业大学Duan等使用课题组自行研制的皮秒激光器对金属钼、钛和不锈钢进行了精密制孔研究,并利用旋切制孔方式对厚度为0.3mm的金属钼实现了孔径ϕ小于200μm的微孔加工,利用螺旋制孔方式在厚度为1mm不锈钢上实现了孔径为200μm的制孔效果。实验指出大口径微孔加工应采用旋切制孔方式,而加工较小口径时则更宜选用螺旋制孔方式。皮秒激光精密微孔加工过程中,对于厚度较小的材料(d<1μm),由于激光与材料作用的时间较短,以采用高峰值功率、窄脉宽的激光为宜,而对于厚度在百微米甚至超过1mm的金属材料的微孔加工,除了要考虑激光峰值功率以及脉冲宽度外,选择合适的制孔方式是必要的。此外,根据材料结构的不同还应该选择是否采用偏振输出等因素。孝感MENS微纳加工