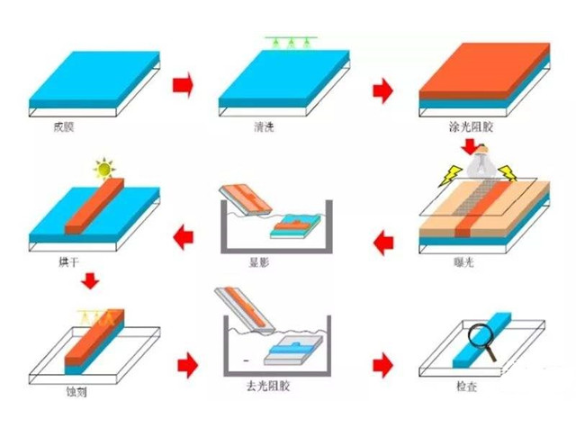
在微纳加工过程中,薄膜的形成方法主要为物理沉积、化学沉积和混合方法沉积。蒸发沉积(热蒸发、电子束蒸发)和溅射沉积是典型的物理方法,主要用于沉积金属单质薄膜、合金薄膜、化合物等。热蒸发是在高真空下,利用电阻加热至材料的熔化温度,使其蒸发至基底表面形成薄膜,而电子束蒸发为使用电子束加热;磁控溅射在高真空,在电场的作用下,Ar气被电离为Ar离子高能量轰击靶材,使靶材发生溅射并沉积于基底;磁控溅射方法沉积的薄膜纯度高、致密性好,热蒸发主要用于沉积低熔点金属薄膜或者厚膜;化学气相沉积(CVD)是典型的化学方法而等离子体增强化学气相沉积(PECVD)是物理与化学相结合的混合方法,CVD和PECVD主要用于生长氮化硅、氧化硅等介质膜。微纳加工平台包括光刻、磁控溅射、电子束蒸镀、湿法腐蚀、干法腐蚀、表面形貌测量。滁州微纳加工应用

微纳加工氧化工艺是在高温下,衬底的硅直接与O2发生反应生成SiO2,后续O2通过SiO2层扩散到Si/SiO2界面,继续与Si发生反应增加SiO2薄膜的厚度,生成1个单位厚度的SiO2薄膜,需要消耗0.445单位厚度的Si衬底;相对CVD工艺而言,氧化工艺可以制作更加致密的SiO2薄膜,有利于与其他材料制作更加牢固可靠的结构层,提高MEMS器件的可靠性。同时致密的SiO2薄膜有利于提高与其它材料的湿法刻蚀选择比,提高刻蚀加工精度,制作更加精密的MEMS器件。同时氧化工艺一般采用传统的炉管设备来制作,成本低,产量大,一次作业100片以上,SiO2薄膜一致性也可以做到更高+/-3%以内。宣城MENS微纳加工微纳制造技术属国际前沿技术,作为未来制造业赖以生存的基础和可持续发展的关键。

当前纳米制造技术在环境友好方面有望大展身手的一些领域:1、照明:对于传统的白炽光源来说,LEDs是一种高效能的替代,纳米技术可用来开发更多新的光源。2、发动机/燃料效率:采用纳米颗粒燃料添加剂能够减少柴油机的能耗并改善局部空气质量。微纳材料也用来改善飞机涡轮叶片的热阻性能,使得发动机可以在更高的温度下继续运转,进而提高整个发动机的效率。3、减重:新型较强度复合材料能够减轻材料的重量。未来的目标包括:在金属合金和塑料中掺杂纳米管来减少飞机的重量;改进橡胶配方中掺杂入轮胎的纳米颗粒;利用通过纳米技术制得的汽车等的催化式排气净化器优化车内燃料的燃烧过程。
微纳米科技发展迅速,是多学科交叉应用的前沿科学技术。微机电系统、微光电系统、生物微机电系统等是微纳米技术的重要应用领域。微纳结构器件是系统重要的组成部分,其制造的质量、效率和成本直接影响着行业的发展。在微纳结构器件制造中,聚合物材料具有成本低、机械性能优、加工效率高,生物兼容性好等明显优势,以热塑性聚合物为基材开发微纳结构器件是微纳米技术的研究热点和重要发展方向之一。聚合物微纳制造技术,集现代超精密加工、MEMS技术、NAMS技术、微纳测量技术、智能控制技术等杰出技术之大成,赋予人类在微纳米尺度对聚合物制件进行设计,并批量制备特征尺寸在数十纳米到数十微米的微纳几何结构及其阵列的能力。聚合物微纳米制造技术,不仅是对传统塑料加工方法的挑战,也是对传统机械加工方法和测控技术极限的挑战,属聚合物加工领域的技术前沿,值得广大从事聚合物加工的科研人员共同付出努力。微纳加工设备主要有:光刻、刻蚀、镀膜、湿法腐蚀、绝缘层镀膜等。
高精度的微细结构可以通过电子束直写或激光直写制作,这类光刻技术,像“写字”一样,通过控制聚焦电子束(光束)移动书写图案进行曝光,具有很高的曝光精度,但这两种方法制作效率极低,尤其在大面积制作方面捉襟见肘,目前直写光刻技术适用于小面积的微纳结构制作。近年来,三维浮雕微纳结构的需求越来越大,如闪耀光栅、菲涅尔透镜、多台阶微光学元件等。据悉,苹果公司新上市的手机产品中人脸识别模块就采用了多台阶微光学元件,以及当下如火如荼的无人驾驶技术中激光雷达光学系统也用到了复杂的微光学元件。这类精密的微纳结构光学元件需采用灰度光刻技术进行制作。直写技术,通过在光束移动过程中进行相应的曝光能量调节,可以实现良好的灰度光刻能力。 微纳加工技术的特点多学科交叉。宣城MENS微纳加工
应用于MEMS制作的衬底可以说是各种各样的,如硅晶圆、玻璃晶圆、塑料、还其他的材料。滁州微纳加工应用
2012年北京工业大学Duan等使用课题组自行研制的皮秒激光器对金属钼、钛和不锈钢进行了精密制孔研究,并利用旋切制孔方式对厚度为0.3mm的金属钼实现了孔径ϕ小于200μm的微孔加工,利用螺旋制孔方式在厚度为1mm不锈钢上实现了孔径为200μm的制孔效果。实验指出大口径微孔加工应采用旋切制孔方式,而加工较小口径时则更宜选用螺旋制孔方式。皮秒激光精密微孔加工过程中,对于厚度较小的材料(d<1μm),由于激光与材料作用的时间较短,以采用高峰值功率、窄脉宽的激光为宜,而对于厚度在百微米甚至超过1mm的金属材料的微孔加工,除了要考虑激光峰值功率以及脉冲宽度外,选择合适的制孔方式是必要的。此外,根据材料结构的不同还应该选择是否采用偏振输出等因素。滁州微纳加工应用


