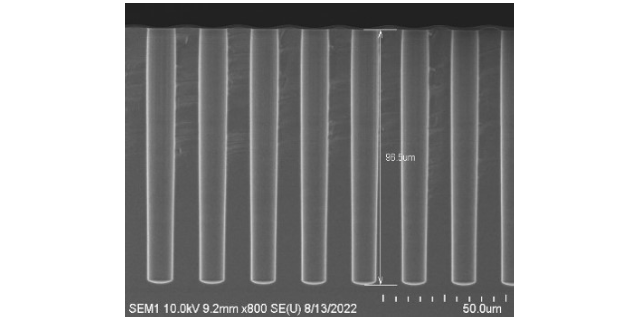
温度越高刻蚀效率越高,但是温度过高工艺方面波动较大,只要通过设备自带温控器和点检确认。刻蚀流片的速度与刻蚀速率密切相关喷淋流量的大小决定了基板表面药液置换速度的快慢,流量控制可保证基板表面药液浓度均匀。过刻量即测蚀量,适当增加测试量可有效控制刻蚀中的点状不良作业数量管控:每天对生产数量及时记录,达到规定作业片数及时更换。作业时间管控:由于药液的挥发,所以如果在规定更换时间未达到相应的生产片数药液也需更换。首片和抽检管控:作业时需先进行首片确认,且在作业过程中每批次进行抽检(时间间隔约25min)。1、大面积刻蚀不干净:刻蚀液浓度下降、刻蚀温度变化。2、刻蚀不均匀:喷淋流量异常、药液未及时冲洗干净等。3、过刻蚀:刻蚀速度异常、刻蚀温度异常等。在硅材料刻蚀当中,硅针的刻蚀需要用到各向同性刻蚀,硅柱的刻蚀需要用到各项异性刻蚀。材料刻蚀技术可以用于制造光学元件,如反射镜和衍射光栅等。广州从化刻蚀液

材料刻蚀是一种重要的微纳加工技术,广泛应用于半导体、光电子、生物医学等领域。优化材料刻蚀的工艺参数可以提高加工质量和效率,降低成本和能耗。首先,需要选择合适的刻蚀工艺。不同的材料和加工要求需要不同的刻蚀工艺,如湿法刻蚀、干法刻蚀、等离子体刻蚀等。选择合适的刻蚀工艺可以提高加工效率和质量。其次,需要优化刻蚀参数。刻蚀参数包括刻蚀时间、刻蚀深度、刻蚀速率、刻蚀液浓度、温度等。这些参数的优化需要考虑材料的物理化学性质、刻蚀液的化学成分和浓度、加工设备的性能等因素。通过实验和模拟,可以确定更佳的刻蚀参数,以达到更佳的加工效果。除此之外,需要对刻蚀过程进行监控和控制。刻蚀过程中,需要对刻蚀液的浓度、温度、流速等参数进行实时监测和控制,以保证加工质量和稳定性。同时,需要对加工设备进行维护和保养,以确保设备的性能和稳定性。综上所述,优化材料刻蚀的工艺参数需要综合考虑材料、刻蚀液和设备等因素,通过实验和模拟确定更佳的刻蚀参数,并对刻蚀过程进行监控和控制,以提高加工效率和质量。甘肃硅材料刻蚀刻蚀技术也可以用于制造MEMS器件中的微机械结构、传感器、执行器等元件。

同样的刻蚀条件,针对不同的刻蚀暴露面积,刻蚀的速率会有所不一样。通常来说,刻蚀面积越大,刻蚀的速率越慢,暴露面积越小,刻蚀的速率越快。所以在速率调试的过程中,要使用尺寸相当的样品进来调试,这样调试的刻蚀速率参考意义比较大。氮化硅湿法刻蚀:对于钝化层,另外一种受青睐的化合物是氮化硅。可以用液体化学的方法来刻蚀,但是不想其他层那样容易。使用的化学品是热磷酸。因酸液在此温度下会迅速蒸发,所以刻蚀要在一个装有冷却盖的密封回流容器中进行。主要问题是光刻胶层经不起刻蚀剂的温度和高刻蚀速率。因此,需要一层二氧化硅或其他材料来阻挡刻蚀剂。这两个因素已导致对于氮化硅使用干法刻蚀技术。
材料刻蚀是一种通过化学反应或物理过程来去除材料表面的一层或多层薄膜的技术。它通常用于制造微电子器件、光学元件、MEMS(微机电系统)和纳米技术等领域。材料刻蚀可以分为湿法刻蚀和干法刻蚀两种类型。湿法刻蚀是通过在化学液体中浸泡材料来去除表面的一层或多层薄膜。干法刻蚀则是通过在真空或气体环境中使用化学气相沉积(CVD)等技术来去除材料表面的一层或多层薄膜。材料刻蚀的过程需要控制许多参数,例如刻蚀速率、刻蚀深度、表面质量和刻蚀剂的选择等。这些参数的控制对于获得所需的刻蚀结果至关重要。因此,材料刻蚀需要高度专业的技术和设备,以确保刻蚀过程的准确性和可重复性。总的来说,材料刻蚀是一种重要的制造技术,它可以用于制造各种微型和纳米级别的器件和元件,从而推动现代科技的发展。刻蚀过程可以通过化学反应或物理作用来实现,具有高精度和高可控性。

材料刻蚀是一种通过化学反应或物理作用来去除材料表面的一种加工技术。其原理是利用化学反应或物理作用,使得材料表面的原子或分子发生改变,从而使其被去除或转化为其他物质。具体来说,材料刻蚀的原理可以分为以下几种:1.化学刻蚀:利用化学反应来去除材料表面的一层或多层材料。化学刻蚀的原理是在刻蚀液中加入一些化学试剂,使其与材料表面发生反应,从而使材料表面的原子或分子被去除或转化为其他物质。2.物理刻蚀:利用物理作用来去除材料表面的一层或多层材料。物理刻蚀的原理是通过机械或热力作用来破坏材料表面的结构,从而使其被去除或转化为其他物质。3.离子束刻蚀:利用离子束的能量来去除材料表面的一层或多层材料。离子束刻蚀的原理是将离子束加速到高速,然后将其照射到材料表面,从而使其被去除或转化为其他物质。总之,材料刻蚀的原理是通过化学反应或物理作用来改变材料表面的结构,从而使其被去除或转化为其他物质。不同的刻蚀方法有不同的原理,可以根据具体的应用需求来选择合适的刻蚀方法。刻蚀技术可以实现不同材料的刻蚀,如硅、氮化硅、氧化铝等。广州越秀刻蚀设备
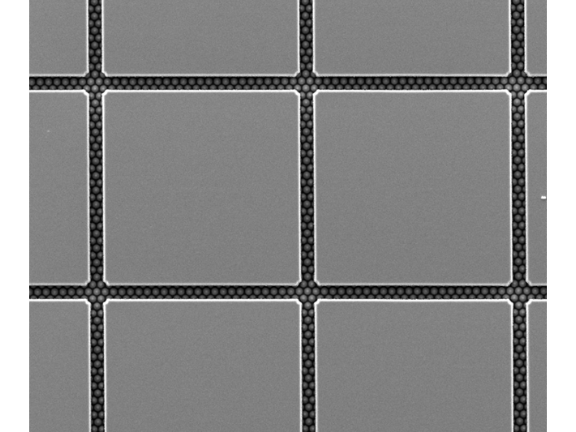
刻蚀技术可以实现微纳加工中的多层结构制备,如光子晶体、微透镜等。广州从化刻蚀液
温度越高刻蚀效率越高,但是温度过高工艺方面波动较大,只要通过设备自带温控器和点检确认。刻蚀流片的速度与刻蚀速率密切相关喷淋流量的大小决定了基板表面药液置换速度的快慢,流量控制可保证基板表面药液浓度均匀。过刻量即测蚀量,适当增加测试量可有效控制刻蚀中的点状不良作业数量管控:每天对生产数量及时记录,达到规定作业片数及时更换。作业时间管控:由于药液的挥发,所以如果在规定更换时间未达到相应的生产片数药液也需更换。首片和抽检管控:作业时需先进行首片确认,且在作业过程中每批次进行抽检(时间间隔约25min)。1、大面积刻蚀不干净:刻蚀液浓度下降、刻蚀温度变化。2、刻蚀不均匀:喷淋流量异常、药液未及时冲洗干净等。3、过刻蚀:刻蚀速度异常、刻蚀温度异常等。 广州从化刻蚀液