电动螺杆张拉机操作时,按张拉力数值调整测力计标尺,将钢丝插入钢丝钳中夹住,开动电动机,螺杆向后运动,钢丝即被张拉。当达到张拉力数值时,电动机自动停止转动。锚固好钢丝后,使电动机反向旋转。此时,螺杆向前运动,放松钢丝,完成一次张拉操作。电动卷扬张拉机电动卷扬张拉机主要用于预制厂长线台座上张拉冷拔钢丝。LYZ一1型电动卷扬张拉机的技术性能如下:张拉钢丝规格:Φb3~Φb5张拉行程:5m比较大张拉力:10kN张拉速度:2.5m/min为汽车制造商开发冷拉方钢,通过调整冷拔道次将硬度从HRC25提升至HRC32,适应冲压需求。南京本地冷拉型钢厂家直销

一、提高坯料加热质量(1)严格按工艺要求加热,并采用上限温度加热,杜绝低温加热。如对碳素钢(1胪~45。)坯料加热温度分别比原工艺提高20~30℃,效果较好。经统计,其后五个月的裂口下降近40%。(2)对于斜底炉须勤拨料,使坯料受热均匀,杜绝阴阳面的出现。同时,拨完料后即关炉门,减少热损失。(3)严格控制轧制节奏,保证坯料加热透,不出现黑心现象。避免出现穿孔黑螺旋现象。(4)使用质量重油,保证坯料加热质量。二、提高毛管壁厚精度(1)正确调整穿孔、轧管工艺参数,提高轧辊等工模具精度,使坯料及荒管在穿孔和轧管过程中变形均匀。无锡进口冷拉型钢销售厂家通过成品退火(完全退火或低温去应力退火)调整硬度和塑性;
四、防止毛管直道和轧折现象出现提高工模具质量,经常检查工模具,发现工模具磨损或不合要求,及时更换。经常检查毛管表面质量,发现问题,及时解决。五、提高毛管修磨质量对于毛管的轧折、外折等表面缺陷一定要修磨干净,修磨宽度要大于修磨深度8倍,砂轮打磨后必须要用刀刨平。以提高修磨质量。六、毛管修磨后退火(1)由于坯料加热质量欠佳或终轧温度偏低等因素的影响,钢管存在残余应力等缺陷,经过毛管退火后,消除钢管残余应力,改善内部组织,提高塑性,便于冷拔加工变形。
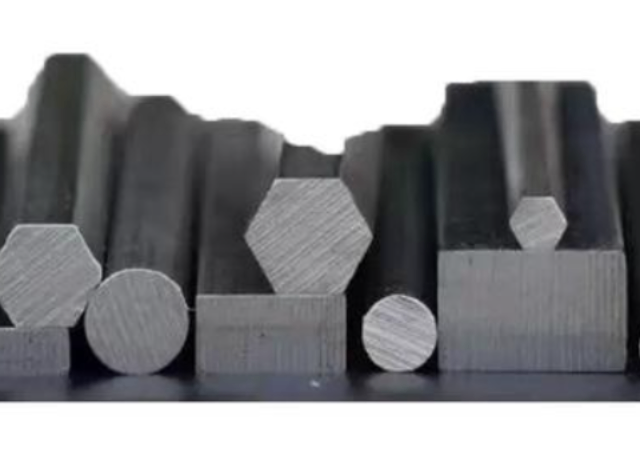
冷拉型钢是通过冷拉工艺在常温下将钢材拉伸至目标尺寸,形成高精度、高性能的金属材料,具有尺寸精度高、表面质量好、机械性能强等**优势,广泛应用于**装备制造、汽车、轨道交通等领域。 以下是关于冷拉型钢的详细介绍:一、冷拉型钢的**工艺冷拉型钢的生产以“常温外力拉伸+模具塑形”为**,通过精确控制模具形状和拉伸参数,将热轧圆钢、方钢或盘条等原材料加工成目标截面形状(如圆钢、方钢、扁钢、六角钢、异型钢等)。其工艺流程包括:多次冷拉需配合中间退火(650℃-750℃)消除加工硬化,逐步接近成品尺寸(每次断面收缩率≤10%)。

③在操作前,应按常规对设备进行检查和空载运转一次。安装拔丝模时,要分清正反面.安装后应将固定螺栓拧紧。④为减少拔丝力和拔丝模孔损耗,抽拔时须涂以润滑剂。一般在拔丝模前安装一个润滑盒,使钢筋黏滞润滑剂进入拔丝模。⑤拔线速度宜控制在50~70 m/min。钢筋连拔不宜超过3次.如需再拔,应对钢筋消除内应力,采用低温(600℃~800℃)退火处理使钢筋变软。加热后取出埋入砂中,使其缓冷,冷却速度应控制在150℃/h以内。⑥拔丝的成品,应随时检查砂孔、沟痕、夹皮等缺陷,以便随时更换拔丝模或调整转速。 [1]异型钢通过优化截面形状减轻重量15%,同时承载能力提升20%。南京本地冷拉型钢厂家直销
型钢在使用寿命结束后,可以进行回收再利用,符合可持续发展的要求。南京本地冷拉型钢厂家直销
选材冷拔缸筒是以热轧管为材料拔制而成的,热轧管的材质、规格、质量的选取合适与否直接影响着拔制进行和成品质量。选材时应注意以下几点:(1)在选材时一般在强度保证的情况下,选取硬度低、塑性好的材料;(2)钢管规格应根据成品的规格选定,保证其延伸率在百分之二十到百分之四十;延伸率过小,成品表面的强度不能保证,过大,使拔制难以进行;(3)材料表面不能有凹坑、裂纹、裂缝、折叠、结疤、椭圆等严重缺陷;(4)比较好选取热轧后放置0.5~2a的钢管,时间过短,钢管表面锈蚀浅薄,时间过长,钢管表面锈蚀过深,这些都会导致钢管表面前处理不充分,从而影响成品表面质量。南京本地冷拉型钢厂家直销
常州鑫锡润金属材料有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的建筑、建材中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,鑫锡润供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!



