(3)要严格控制处理液的温度与操作时间。模具的设计冷拔管是在力作用下,通过一定形状、尺寸的模具拔制而成的,模具尺寸精度、表面质量直接影响成品的尺寸精度和质量。模具设计要注意以下几个方面:(1)内、外模具定径尺寸的确定应考虑冷拔后成品的回弹量,一般硬度低、变形量小的材料,其回弹量小,硬度高、变形量大的材料,其回弹量大;(2)模具的表面要有较低的粗糙度要求,一般取值比成品低一到两级;(3)模具材料选用**耐磨材料。目视或放大镜检查表面质量,避免划伤、起皮。天宁区新型冷拉型钢销售厂家

冷弯型钢应用特点冷弯型钢是制作轻型钢结构的主要材料,采用钢板或钢带冷弯成型制成。它的壁厚不*可以制得很薄,而且**简化了生产工艺,提高生产效率。可以生产用一般热轧方法难以生产的壁厚均匀但截面形状复杂的各种型材和不同材质的冷弯型钢。冷弯型钢除用于各种建筑结构外,还***用于车辆制造,农业机械制造等方面。异型钢中包括档圈、马蹄钢、磁极钢、压脚板、浅槽钢、小槽钢、丁字钢、球扁钢、送布牙钢,热轧六角钢等。另外还有铆钉钢、农具钢、窗框钢。 [2]溧阳综合冷拉型钢工厂直销冷拉型钢广泛应用于建筑、机械制造、汽车工业等领域,常用于制作结构件、支撑件、连接件等。
③在操作前,应按常规对设备进行检查和空载运转一次。安装拔丝模时,要分清正反面.安装后应将固定螺栓拧紧。④为减少拔丝力和拔丝模孔损耗,抽拔时须涂以润滑剂。一般在拔丝模前安装一个润滑盒,使钢筋黏滞润滑剂进入拔丝模。⑤拔线速度宜控制在50~70 m/min。钢筋连拔不宜超过3次.如需再拔,应对钢筋消除内应力,采用低温(600℃~800℃)退火处理使钢筋变软。加热后取出埋入砂中,使其缓冷,冷却速度应控制在150℃/h以内。⑥拔丝的成品,应随时检查砂孔、沟痕、夹皮等缺陷,以便随时更换拔丝模或调整转速。 [1]
冷拔工艺过程:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,以提高拔丝模的使用寿命,并消除因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷拔。①冷拔前应对原材料进行必要的检验。对钢号不明或无出厂证明的钢材,应取样检验。遇截面不规整的扁圆、带刺、过硬、潮湿的钢筋,不得用于拔制,以免损坏拔丝模和影响质量。异型钢定制化能力强,可根据需求设计L型、T型、Z型等截面,应用于建筑结构、机械臂关节等场景;

前处理未经前处理的钢管,冷拔时因钢管表面与模具之间摩擦系数过大而使拔制不能进行;只有经过前处理工序,使钢管先进行除锈,并通过磷化、皂化等处理,使其内、外表面形成一种致密的金属皂膜,以减小钢管与模具之间的摩擦,从而保证拔制的顺利进行。同时,通过前处理还可以减少模具的损耗率,提高成品率和工作效率,并且使加工后的成品表面光滑均匀,防锈效果好。钢管前处理应注意以下几点:(1)酸洗除锈要彻底,一经发现未除净的锈,则需重新酸洗。(2)生产中,应经常测试磷化液和皂化液的成分浓度,保证磷化液和皂化液的生产指标,发现达不到指标时,应及时进行调配。角钢:截面呈L形,用于连接和支撑。常州进口冷拉型钢工厂直销
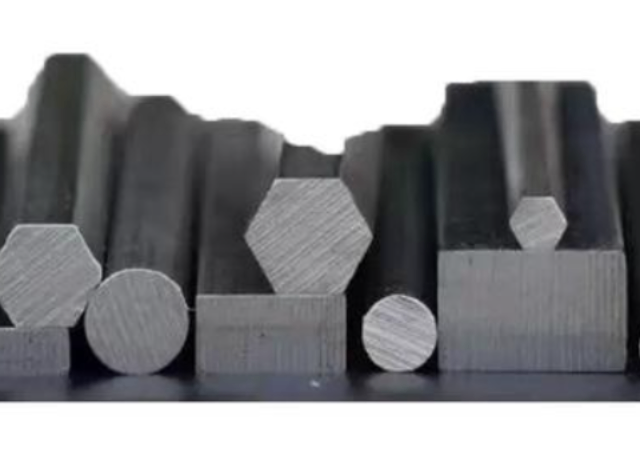
U型钢:截面呈U形,常用于轨道和支撑结构。天宁区新型冷拉型钢销售厂家
按生产方式分类:热轧型钢:在高温下通过轧制工艺制成,具有生产规模大、效率高、能耗少和成本低等特点。热轧型钢是型钢生产的主要方式。冷弯型钢:以热轧和冷轧板带钢为原料,通过冷弯工艺制成所需断面形状的钢材。冷弯型钢具有壁薄、截面形状复杂、生产效率高等特点。二、特点**度:型钢具有较高的抗拉、抗压和抗弯强度,能够承受较大的荷载。耐久性好:型钢具有良好的耐腐蚀性和耐候性,能够在恶劣环境下长期使用。易加工:型钢可以根据需要进行切割、焊接、钻孔等加工,方便施工和安装。天宁区新型冷拉型钢销售厂家
常州鑫锡润金属材料有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的建筑、建材中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,鑫锡润供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!



