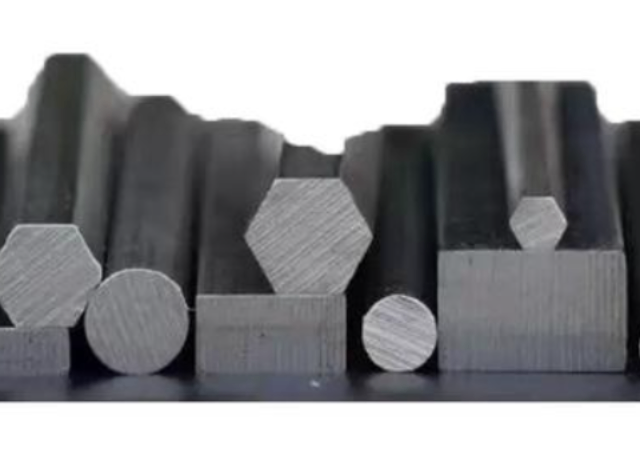
设计风格灵活、丰富。在梁高相同的情况下,钢结构的开间可比混凝土结构的开间大50% ,从而使建筑布置更加灵活。结构自重轻。与混凝土结构自重相比更轻,结构自重的降低,减少了结构设计内力,可使建筑结构基础处理要求低,施工简便,造价降低。以热轧H 型钢为主的钢结构,其结构科学合理,塑性和柔韧性好,结构稳定性高,适用于承受振动和冲击载荷大的建筑结构,抗自然灾害能力强,特别适用于一些多地震发生带的建筑结构。据统计,在世界上发生7 级以上毁灭性大地震灾害中,以H 型钢为主的钢结构建筑受害程度**小。I型钢:类似于H型钢,但上翼缘和下翼缘的宽度不同,常用于梁和柱。无锡新型冷拉型钢推荐厂家

一、提高坯料加热质量(1)严格按工艺要求加热,并采用上限温度加热,杜绝低温加热。如对碳素钢(1胪~45。)坯料加热温度分别比原工艺提高20~30℃,效果较好。经统计,其后五个月的裂口下降近40%。(2)对于斜底炉须勤拨料,使坯料受热均匀,杜绝阴阳面的出现。同时,拨完料后即关炉门,减少热损失。(3)严格控制轧制节奏,保证坯料加热透,不出现黑心现象。避免出现穿孔黑螺旋现象。(4)使用质量重油,保证坯料加热质量。二、提高毛管壁厚精度(1)正确调整穿孔、轧管工艺参数,提高轧辊等工模具精度,使坯料及荒管在穿孔和轧管过程中变形均匀。钟楼区本地冷拉型钢销售厂加工硬化提升材料强度,屈服强度可提高20%-50%。

①冷嫩前应对原材料进行必要的检验。对钢号不明或无出厂证明的钢材,应取样检验。遇截面不规整的扁圆、带刺、过硬、潮湿的钢筋,不得用于拔制,以免损坏拔丝模和影响质量。钢筋冷嫩前必须经轧头和除锈处理。除锈装置可以利用拔丝机卷筒和盘条转架,其中,设3~6个单向错开或上下交错排列的带槽剥壳轮,钢筋经上下左右反复弯曲,即可除锈。亦可使用与钢筋直径基本相同的废拔丝模以机械方法除锈。②为方便钢筋穿过拔丝模,钢筋头要轧细一段(长150~200 mm),轧压至直径比拔丝模孔小0.5~0.8 mm,以便顺利穿过模孔。
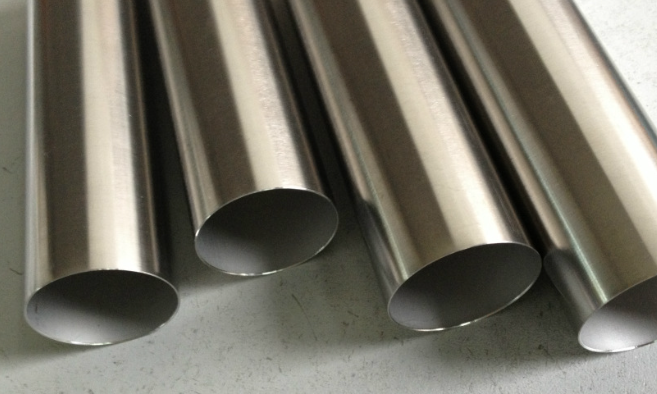
(2)精确调整好定心位置,安装一个托辊装置,使顶头能对准坯料中心,避免穿孔偏心。(3)安装调整好抱辊,将顶杆抱紧,防止顶杆下沉。(4)进行设备定修制,使设备保持完好状态,保证毛管壁厚精度。(5)加强管理,经常测量毛管壁厚,发现问题及时调整。三、避免毛管急水冷却和轧冷钢控制协调好生产节奏,使荒管在轧制前在台上停留时间短。保证钢管终轧温度不低于850℃,保证钢管内部组织均匀,减少残余应力,冷却水压适中,防止漏水现象,避免钢管局部急水冷却,造成局部冷脆现象。冷拉成型:根据精度需求选择单次或多次冷拉。

(3)要严格控制处理液的温度与操作时间。模具的设计冷拔管是在力作用下,通过一定形状、尺寸的模具拔制而成的,模具尺寸精度、表面质量直接影响成品的尺寸精度和质量。模具设计要注意以下几个方面:(1)内、外模具定径尺寸的确定应考虑冷拔后成品的回弹量,一般硬度低、变形量小的材料,其回弹量小,硬度高、变形量大的材料,其回弹量大;(2)模具的表面要有较低的粗糙度要求,一般取值比成品低一到两级;(3)模具材料选用**耐磨材料。由于其强度高、重量轻、易于连接和加工,型钢在现代建筑和工程中得到了广泛应用。溧阳综合冷拉型钢报价
异型钢通过优化截面形状减轻重量15%,同时承载能力提升20%。无锡新型冷拉型钢推荐厂家
冷拔工艺过程:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,以提高拔丝模的使用寿命,并消除因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷拔。①冷拔前应对原材料进行必要的检验。对钢号不明或无出厂证明的钢材,应取样检验。遇截面不规整的扁圆、带刺、过硬、潮湿的钢筋,不得用于拔制,以免损坏拔丝模和影响质量。无锡新型冷拉型钢推荐厂家
常州鑫锡润金属材料有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的建筑、建材中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,鑫锡润供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!