冷拔工艺过程:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,以提高拔丝模的使用寿命,并消除因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷拔。①冷拔前应对原材料进行必要的检验。对钢号不明或无出厂证明的钢材,应取样检验。遇截面不规整的扁圆、带刺、过硬、潮湿的钢筋,不得用于拔制,以免损坏拔丝模和影响质量。目视或放大镜检查表面质量,避免划伤、起皮。徐州综合冷拉型钢销售厂

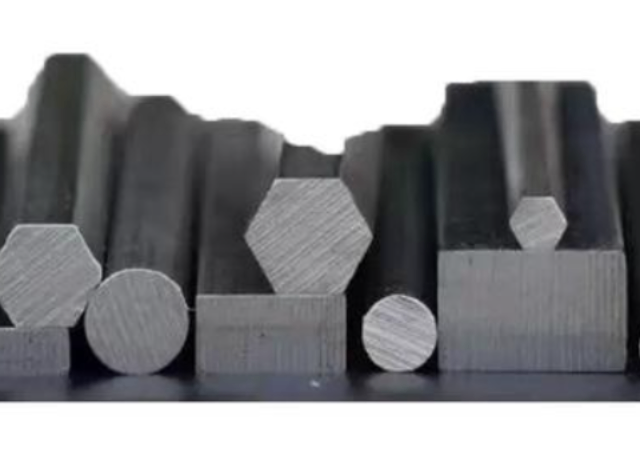
型钢是指具有特定截面形状和尺寸的钢材,通常用于建筑、桥梁、机械制造等领域。根据截面形状的不同,型钢可以分为多种类型,包括:H型钢:具有H形截面,强度高,适用于承重结构。I型钢:类似于H型钢,但上翼缘和下翼缘的宽度不同,常用于梁和柱。C型钢:截面呈C形,通常用于轻型结构和支撑。U型钢:截面呈U形,常用于轨道和支撑结构。角钢:截面呈L形,***用于连接和支撑。槽钢:截面呈槽形,常用于梁和框架结构。型钢的生产通常采用热轧或冷轧工艺,具有良好的机械性能和加工性能。由于其强度高、重量轻、易于连接和加工,型钢在现代建筑和工程中得到了广泛应用。溧阳质量冷拉型钢销售厂冷拉加工能够实现较高的尺寸精度和表面光洁度,适合对精度要求较高的应用。

机械制造:型钢在机械制造领域也起着至关重要的作用,可以用于制造机器骨架、重型机器、运输装置、输送设备等。四、生产工艺型钢的生产工艺主要包括热轧和冷弯两种。热轧型钢通过高温轧制工艺制成,具有生产规模大、效率高、成本低等特点。冷弯型钢则通过冷弯工艺制成,具有壁薄、截面形状复杂、生产效率高等特点。随着科技的不断进步,型钢的生产工艺也在不断改进和优化,以提高产品质量和生产效率。市场价格型钢的市场价格受多种因素影响,包括原材料成本、生产工艺、市场需求等。以2026年1月为例,部分型钢产品的市场价格如下(*供参考):
冷嫩工艺过程:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,以提高拔丝模的使用寿命,并消除因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷嫩。 [1]冷拉方钢应用于底盘框架、悬挂系统,硬度可达HRC32,满足冲压需求;

上屈服点(σsu):试样发生屈服而力***下降前的比较大应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的**小应力。屈服点的计算公式为:式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。③断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。④断面收缩率(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的比较大缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:角钢:截面呈L形,用于连接和支撑。溧阳质量冷拉型钢销售厂
冷拉方钢在汽车制造中屈服强度提升30%,有效减轻车身重量并提升燃油效率。徐州综合冷拉型钢销售厂
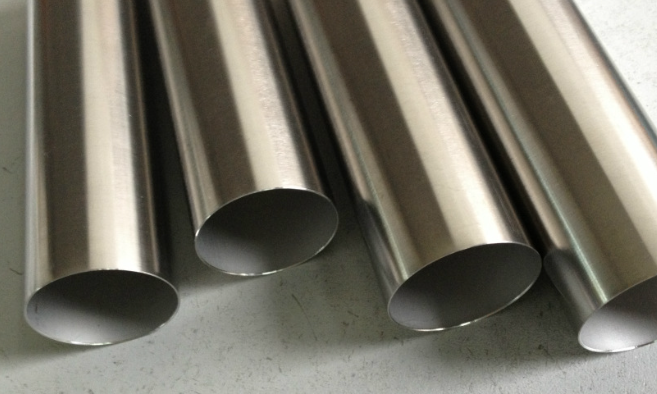
(2)精确调整好定心位置,安装一个托辊装置,使顶头能对准坯料中心,避免穿孔偏心。(3)安装调整好抱辊,将顶杆抱紧,防止顶杆下沉。(4)进行设备定修制,使设备保持完好状态,保证毛管壁厚精度。(5)加强管理,经常测量毛管壁厚,发现问题及时调整。三、避免毛管急水冷却和轧冷钢控制协调好生产节奏,使荒管在轧制前在台上停留时间短。保证钢管终轧温度不低于850℃,保证钢管内部组织均匀,减少残余应力,冷却水压适中,防止漏水现象,避免钢管局部急水冷却,造成局部冷脆现象。徐州综合冷拉型钢销售厂
常州鑫锡润金属材料有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的建筑、建材中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来鑫锡润供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!