-
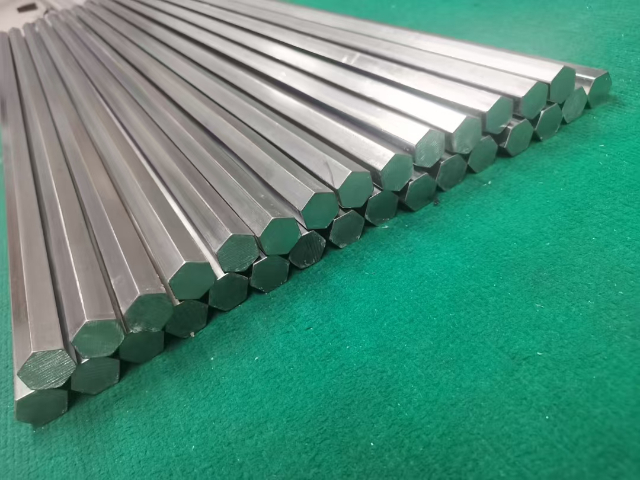
 17 04兰州TA11钛牙饼生产厂家
17 04兰州TA11钛牙饼生产厂家疲劳性能优化成为提升钛牙饼使用寿命的目标。口腔咀嚼是周期性载荷(每日约 10⁴次循环),疲劳失效是主要损坏形式。通过材料优化(如 β 型钛合金)、工艺改进(真空热处理消除内应力)、结构设计(避免尖角、应力集中),可使钛牙饼的疲劳强度提升至 400MPa 以上,满足 10⁷次循环载荷要求,使用寿命从 5 年延长至 8-10 年。某企业优化后... 【查看详情】
-
 15 04庆阳TA9钛标准件的趋势
15 04庆阳TA9钛标准件的趋势确保密封性能——密封面的微小缺陷都可能导致介质泄漏,尤其是在高压化工场景中。孔径加工主要针对带孔的钛标准件,如螺栓的通孔、法兰的螺栓孔,需采用高速钻孔设备配合钻头,钻孔速度控制在50-100r/min,避免因钛的导热性差导致钻头过热磨损,孔径公差需控制在H10级别,确保装配时与螺栓的精细配合。对于医疗用钛标准件(如接骨螺钉),机加工要求更... 【查看详情】
-
 14 04
14 04 -
 12 04湛江TC4钛管的市场
12 04湛江TC4钛管的市场表面处理技术的创新为钛管赋予了多元化功能,通过构建特殊表面层,提升了产品的耐腐蚀性、耐磨性与生物相容性。钛系化学氧化处理技术的应用,在钛管表面形成含 TiO₂/Al₂O₃的复合转化膜,经 1000 小时盐雾试验腐蚀速率 0.003mm/a,满足海洋工程等强腐蚀环境需求。新型润滑技术实现加工与防护的双重优化,黑磷烯基润滑介质的使用,不仅将钛... 【查看详情】
-
 11 04
11 04 -
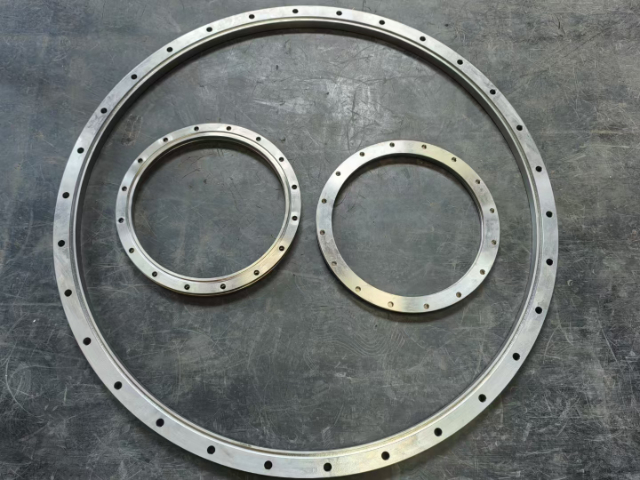 09 04南通TC4钛法兰一公斤多少钱
09 04南通TC4钛法兰一公斤多少钱钛法兰行业正朝着规范化、标准化、国际化方向稳步推进,标准体系的完善为行业健康发展提供重要保障。国内标准持续升级,GB/T 9119-2025 强化锻造工艺要求,规定带颈法兰颈部外侧斜度≤7°,强制对接焊缝 100% 无损探伤;GB/T13401-2023《大直径钢制承压管件》的实施,推动行业淘汰落后产能,提升整体产品质量。国际标准认证成为... 【查看详情】
-
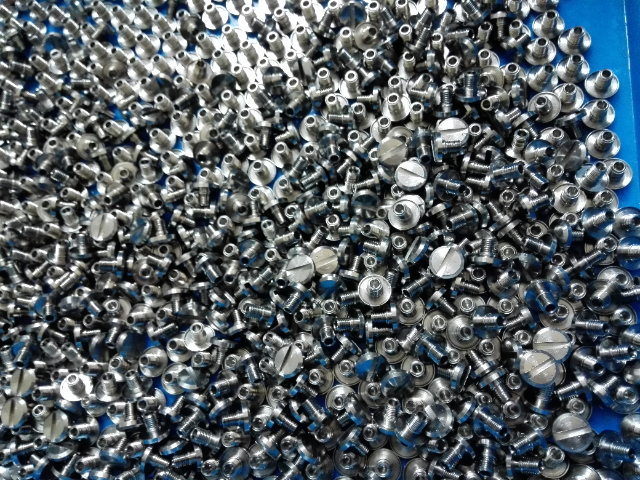
 08 04海东TA11钛标准件的市场
08 04海东TA11钛标准件的市场表面处理是钛标准件生产的重要增值环节,不仅能去除加工过程中产生的氧化皮、油污、毛刺等缺陷,提升表面质量,还能通过形成功能性涂层或氧化膜,增强耐腐蚀性、耐磨性或赋予特殊功能,拓展应用场景。酸洗是钛标准件表面处理的基础工序,目的是去除塑性加工与热处理后表面形成的氧化层,同时细化表面粗糙度。常用的酸洗溶液为氢氟酸与硝酸的混合液,氢氟酸负责溶解氧... 【查看详情】
-
 06 04榆林TA9钛管件厂家
06 04榆林TA9钛管件厂家三是绿色技术升级,低碳制备工艺将使生产能耗降低70%,100%废料回收技术实现资源循环,碳中和生产线成为行业主流。应用拓展将呈现多点爆发态势:能源领域,绿氢用耐高压耐氢脆钛管件将实现国产化,成本降低80%,支撑绿氢成为主流清洁能源;航天领域,耐1000℃高温与强辐射的钛管件将用于深空探测与核融合装置,保障极端环境下的稳定运行;生物医疗领域... 【查看详情】
-
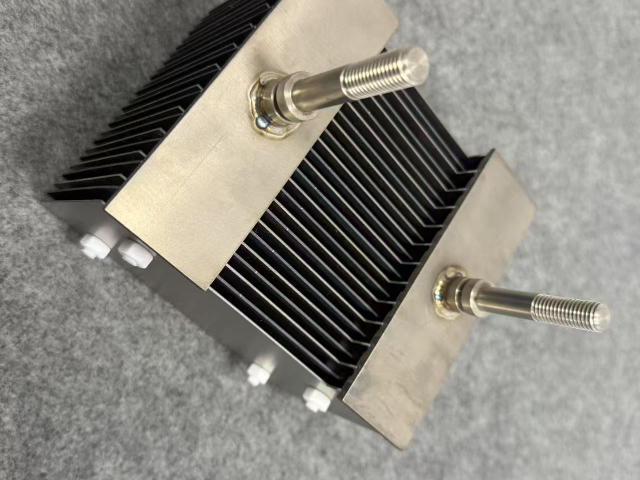
 05 04韶关TC4钛标准件货源源头厂家
05 04韶关TC4钛标准件货源源头厂家近年来,增材制造(3D打印)与钛标准件产业深度融合,推动生产与应用工艺性革新,开辟个性化、复杂化产品新场景,成为产业升级引擎。增材制造的个性化、近净成型优势与钛的优异性能结合,解决传统工艺复杂构件难制造、材料浪费问题。技术突破在打印工艺与材料:2019年德国开发钛标准件定向能量沉积(DED)技术,高能束熔化钛丝/粉直接制造复杂构件,材料利... 【查看详情】
-
 03 04
03 04 -
 02 04
02 04 -
 31 03嘉峪关TA1钛锻件厂家直销
31 03嘉峪关TA1钛锻件厂家直销对坯料进行锻造。它具有打击能量可调节、操作灵活等优点,适用于中小批量的钛法兰锻造 。在生产一些小型或异形钛法兰时,摩擦压力机能够快速调整打击参数,满足不同的锻造需求 。机加工设备在钛法兰的精密加工中起着作用,数控车床、加工中心等设备不可或缺。数控车床通过数字化控制系统,精确控制刀具的运动轨迹和切削参数,实现对钛法兰的车削加工。在加工钛法兰... 【查看详情】