-
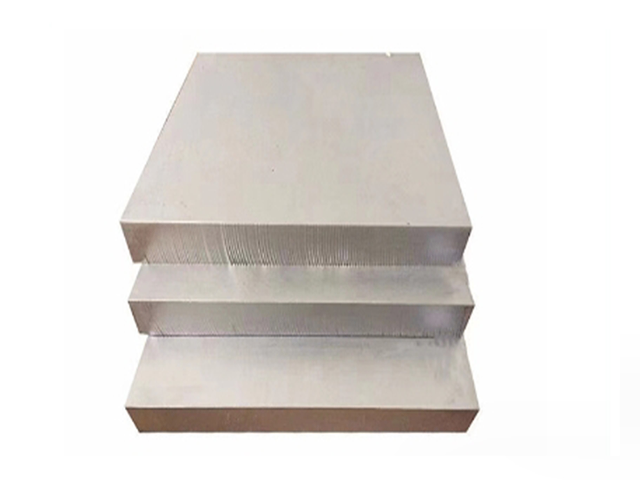 03 01宁夏TA1钛板的价格
03 01宁夏TA1钛板的价格70年代,冷轧工艺实现突破,可生产1mm以下的薄板;2010年以来,精密轧制技术发展,超薄钛板厚度达0.05mm,精度±0.005mm,表面粗糙度Ra值达0.1μm。热处理工艺从单一退火发展到分级热处理,实现力学性能的精细调控,如TC4钛合金板通过控制加热温度与冷却速度,可使抗拉强度在800-1100MPa之间调节,满足不同场景需求。同时... 【查看详情】
-
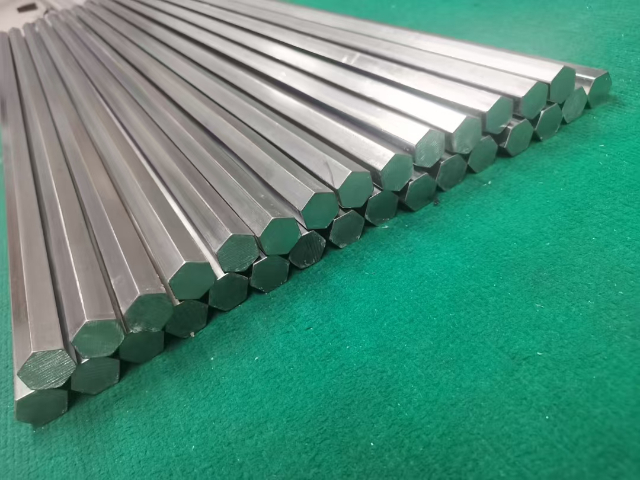
 03 01上海诚信的钛棒联系方式
03 01上海诚信的钛棒联系方式20 世纪 90 年代至 21 世纪初,钛棒产业迎来规模化扩张阶段,产能快速增长与应用领域多元化成为特征。全球经济的持续发展带动航空航天、化工、海洋工程等领域对钛棒的需求激增,刺激了产能扩张,我国陕西宝鸡、甘肃金昌等产业集群初步形成,成为全球重要的钛棒生产基地。这一时期,生产技术持续升级,大规格钛棒制备技术取得突破,直径超过 300mm ... 【查看详情】
-
 02 01
02 01 -
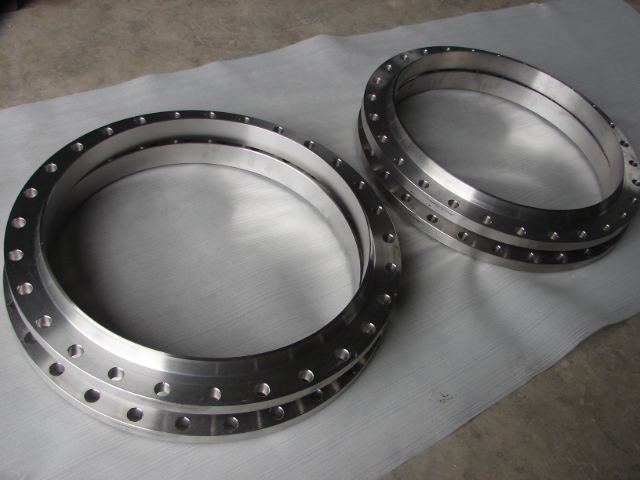 02 01南平TA2钛法兰货源源头厂家
02 01南平TA2钛法兰货源源头厂家对于不同材质的钛法兰,热处理的温度和工艺要求各不相同。以常用的 TC4 钛合金(Ti - 6Al - 4V)法兰为例,通常需要进行 500℃左右的退火处理。在这个温度下保温一段时间后缓慢冷却,能够有效消除加工过程中产生的残余应力,使材料内部的组织结构更加均匀稳定,从而提高其塑性和韧性 。经过 500℃退火后的 TC4 钛合金,其屈服强度约... 【查看详情】
-
 01 01
01 01 -
 01 01
01 01 -
 01 01海东TA1钛管件源头供货商
01 01海东TA1钛管件源头供货商耐热性达400℃,用于航空发动机与化工高压设备,解决了纯钛强度不足的问题;1978年TA3纯钛管件用于海洋工程,耐海水腐蚀性能优异,寿命达20年。80年代是合金体系多元化期,针对不同工况需求,1982年耐热钛合金(Ti-6Al-2Sn-4Zr-2Mo)管件开发,耐热性达500℃,用于航空发动机高温管路;1986年耐蚀钛合金(Ti-0.2P... 【查看详情】
-
 31 12嘉峪关TA11钛标准件厂家
31 12嘉峪关TA11钛标准件厂家钛标准件生产过程中,受材料特性、工艺参数、设备状态等因素影响,易出现多种质量问题,如裂纹、变形、表面腐蚀、尺寸超差等,针对这些问题需深入分析成因并采取针对性解决方案,持续优化生产工艺。裂纹是严重的质量缺陷,主要分为加工裂纹与热处理裂纹。加工裂纹多因单次变形量过大或润滑不良导致,如冷镦钛螺栓时,若单次镦锻变形量超过30%,易在头部与杆部过渡... 【查看详情】
-
 31 12福州钛牙饼货源源头厂家
31 12福州钛牙饼货源源头厂家钛牙饼的个性化咬合面定制突破了传统标准化设计的局限,实现 “功能适配 - 美观还原 - 咬合舒适” 的三重目标。通过 3D 扫描技术采集患者对颌牙的咬合面形态,结合 AI 咬合分析,复刻天然牙的牙尖、窝沟结构,确保咬合接触点的均匀分布。采用数字化染色技术,根据患者剩余牙体的颜色、透明度,定制钛牙饼的表面色泽,色差控制在 ΔE<1.5,视觉... 【查看详情】
-
 31 12
31 12 -
 30 12兰州TA11钛牙饼货源厂家
30 12兰州TA11钛牙饼货源厂家可降解钛合金的研发为临时牙体修复提供了创新方向,避免二次手术取出的创伤。通过在钛合金中添加 Mg、Zn 等可降解元素,调控合金的腐蚀速率,使钛牙饼在完成临时修复使命(6-12 个月)后,逐步降解为无毒离子被人体吸收,降解产物浓度符合 ISO 10993 标准。可降解钛牙饼的力学性能随时间梯度变化,初期屈服强度保持在 600MPa 以上,满... 【查看详情】
-
 30 12银川TA11定制加工件多少钱
30 12银川TA11定制加工件多少钱形位公差验证是保证定制加工件各要素间相对位置关系正确的重要环节,对于零部件的精细装配起着关键作用 。除了三坐标测量机可对形位公差进行检测外,圆度仪、激光跟踪仪等设备也在各自擅长的领域大显身手 。圆度仪通过高精度主轴的旋转,可精确测量轴承、齿轮等零件的真圆度与跳动,确保其在高速旋转时的稳定性 。激光跟踪仪则擅长大型工件的空间位置误差检测,在... 【查看详情】