 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

在冬季要对底盘进行养护就要彻底做底盘清洗及防锈处理。首先要对底盘进行彻底的清洁,如果底盘上的泥污过多,还要用去油污的清洁剂洗一遍,使底盘露出原有的“本色”,这样防锈护理才可以开始进行。在专业的美容店里,可将汽车升到举升架上进行底盘清洗、擦拭,再进行防锈护理。在这中间要注意的是,在清洗后一定要等到底盘...
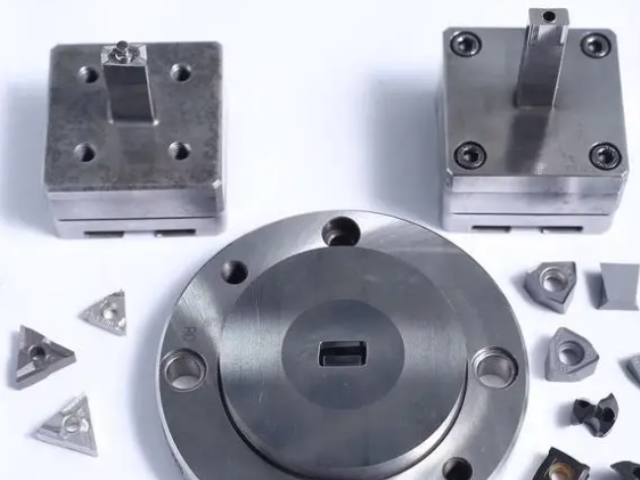
模具除其本身外,还需要模座、模架、模芯导致制件顶出装置等,这些部件一般都制成通用型。 模具企业需要做大做精,要根据市场需求,及技术、资金、设备等条件,确定产品定位和市场定位,这些做法尤其值得小型模具企业学习和借鉴,集中力量逐步形成自己的技术优势和产品优势。所以,我国模具企业必须积极努力借鉴国外这些先...

根据浇注系统型制的不同可将塑料模具分为三类:(1)大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计**简单,容易加工,成本较低,所以较多人采用大水口系统作业。塑料模具结构分为两部分:动模和定模。随注射机活动部分为动模(多为顶出侧),在注射机射出端一般不活动称为定模。因大水口模具的定模部...

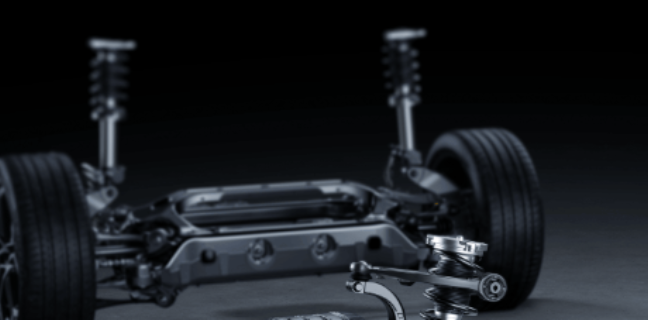
汽车底盘是支承、安装汽车发动机及其各部件、总成,形成汽车的整体造型,并接受发动机的动力,使汽车产生运动,保证正常行驶的**组成部分,主要由传动系、行驶系、转向系和制动系四大系统构成 [4-5] [17]。传动系统传动系将发动机的动力传递到驱动车轮,具有减速、变速、倒车、中断动力、轮间差速和轴间差速等...

分类(1) 按制动系统的作用制动系统可分为行车制动系统、驻车制动系统、应急制动系统及辅助制动系统等。用以使行驶中的汽车降低速度甚至停车的制动系统称为行车制动系统;用以使已停驶的汽车驻留原地不动的制动系统则称为驻车制动系统;在行车制动系统失效的情况下,保证汽车仍能实现减速或停车的制动系统称为应急制动系...
汽车底盘是汽车的基础结构部分,主要包括车架、悬挂系统、转向系统、制动系统和动力系统等。底盘的设计和构造直接影响汽车的性能、操控性和安全性。以下是底盘的几个主要组成部分:车架:车架是底盘的主要结构,承载着车身和其他部件。车架可以是承载式(车身与底盘一体)或非承载式(车身与底盘分开)。悬挂系统:悬挂系统...
组成:包括制动器、制动传动装置等部件。作用:制动器通过摩擦作用将车辆的动能转化为热能,从而实现减速或停车。制动传动装置则负责将驾驶员的制动指令传递到制动器上。二、底盘类型根据驱动方式的不同,汽车底盘可分为以下几种类型:前置前驱(FF):特点:发动机前置,前轮驱动。优点:结构紧凑,成本较低,动力传递效...
精密注塑模具的制品尺寸精度可达0.01mm以下,**场景下稳定在0.01-0.001mm [5]。模具精度要求严苛,主要取决于型腔尺寸精度高、定位准确或分型面精度满足要求,尺寸公差应控制在制品尺寸公差的1/3以下 [4]。模具结构设计需具有高刚性,型腔数不宜过多,底板、支承板、型腔壁都要加厚,以避免...
基于数字孪生的模具设计系统可预判压制问题,减少试模次数。区块链技术可用于建立模具全生命周期档案,优化维护计划。激光熔覆修复技术可使报废模具恢复95%以上性能,成本*为新制模具的30% [5]。汽车行业:用于制造精密零部件,如齿轮、轴承等2.电子设备:生产耐用的外壳及绝缘组件3.生活用品:包括汽车零部...
检查并更换老化的悬架系统部件,如减震器、弹簧等。注意驾驶习惯:避免在恶劣路况下高速行驶或急刹车,减少对底盘的冲击和磨损。平稳驾驶,避免频繁加速和减速,延长底盘部件的使用寿命。四、底盘技术发展趋势轻量化:采用高强度钢、铝合金等轻质材料,减轻底盘重量,提高燃油经济性。优化底盘结构设计,减少不必要的部件和...
分类(1) 按制动系统的作用制动系统可分为行车制动系统、驻车制动系统、应急制动系统及辅助制动系统等。用以使行驶中的汽车降低速度甚至停车的制动系统称为行车制动系统;用以使已停驶的汽车驻留原地不动的制动系统则称为驻车制动系统;在行车制动系统失效的情况下,保证汽车仍能实现减速或停车的制动系统称为应急制动系...
(2)按制动操纵能源制动系统可分为人力制动系统、动力制动系统和伺服制动系统等。以驾驶员的肌体作为***制动能源的制动系统称为人力制动系统;完全靠由发动机的动力转化而成的气压或液压形式的势能进行制动的系统称为动力制动系统;兼用人力和发动机动力进行制动的制动系统称为伺服制动系统或助力制动系统。(3)按制...