 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

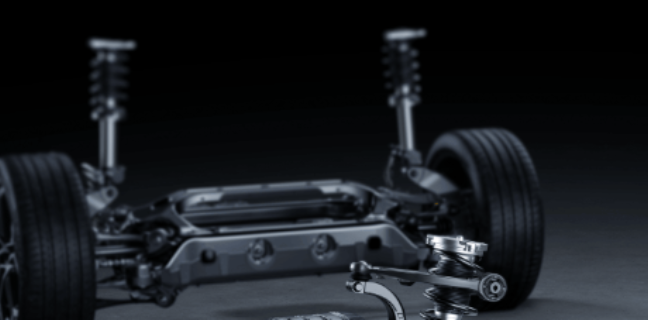
底盘发展经历了机械时期、机电混合时期和智能时期。机械时期驾驶员直接控制轮胎六分力,机电混合时期机械液压与单片机控制结合,出现了制动防抱死系统等**性产品。智能底盘时期在电动化、智能化趋势下,底盘向线控化、个性化、多执行器融合方向发展,需满足高安全冗余设计的要求,线控技术的应用成为实现智能化的关键 [...

变径管内高压成形是一种制造中间管径大于两端管径管件的塑性加工技术。其几何特征为管径沿轴线变化,轴线为直线或微弯二维曲线,可分为对称与非对称两类 [2]。该技术以管材为原料,通过向腔内施加高压液体和轴向载荷,使管材在模具内塑性变形并贴合型腔,形成异型截面空心零件。工艺流程分为填充、成形、整形三阶段,关...
汽车底盘是汽车的重要组成部分,它支撑着发动机、车身等关键部件,并确保车辆行驶的稳定性、安全性和舒适性。以下是关于汽车底盘的详细介绍:一、底盘组成汽车底盘主要由四大系统组成:传动系统:功能:将发动机产生的动力传递到驱动轮,使车辆能够行驶。组成:包括离合器、变速器、传动轴、差速器等部件。作用:通过变速和...
内高压成形主要分为三类:变径管内高压成形、弯曲轴线构件内高压成形和多通管内高压成形(如T型、Y型、X型管)。 [1] [6]工艺研究的关键方向包括加载路径(内压与轴向补料匹配关系)的优化、对有益起皱的利用与控制,以及通过在模具合模过程中即通入压力来改善成形质量、减少比较大减薄率。起皱可帮助材料积聚到...

是把由挤出或注射制得的、尚处于塑化状态的管状或片状坯材趋势固定于成型模具中,立刻通入压缩空气,迫使坯材膨胀并贴于模具型腔壁面上,待冷却定型后脱模,即得所需中空制品的一种加工方法。适合中空成型的塑料为高压聚乙烯、低压聚乙烯、硬聚氯乙烯、软聚氯乙烯、聚苯乙烯、聚丙烯、聚碳酸酯等。根据型坯成型方法的不同,...

在冬季要对底盘进行养护就要彻底做底盘清洗及防锈处理。首先要对底盘进行彻底的清洁,如果底盘上的泥污过多,还要用去油污的清洁剂洗一遍,使底盘露出原有的“本色”,这样防锈护理才可以开始进行。在专业的美容店里,可将汽车升到举升架上进行底盘清洗、擦拭,再进行防锈护理。在这中间要注意的是,在清洗后一定要等到底盘...

(2)压缩成型俗称压制成型,是**早成型塑件的方法之一。压缩成型是将塑料直接加入到具有一定温度的敞开的模具型腔内,然后闭合模具,在热与压力作用下塑料熔融变成流动状态。由于物理及化学作用,而使塑料硬化成为具有一定形状和尺寸的常温保持不变的塑件。压缩成型主要是用于成型热固性塑料,如酚醛模塑粉、脲醛与三聚...

因此,及时检查底盘的锈蚀度是有效保护底盘的重要项目之一。第二、底盘的设备装置的检查底盘装载了很多重要的车身零部件。排气总成就是底盘检查的重要项目之一,虽然排气总成有一部分位于发动机舱,但是其大部分都是装载在汽车底盘上的。因此,在进行汽车底盘检查的时候,还要考虑其相关部件的安全性。汽车排气管的检查主要...
模具制造工艺:模具制造过程中,需采用高精度加工设备和先进工艺,电火花加工可用于制造复杂形状的模具型腔,精度可达 ±0.01mm;线切割加工能精确切割出微小的模具零件,加工精度可达 ±0.005mm;磨床加工用于保证模具表面的平整度和光洁度,平面度误差可控制在 ±0.002mm 以内。此外,模具制造完...
除此之外,还有泡沫塑料成型模具、玻纤增强塑料低压成型模具等等。其它分类(1)热流道模具借助加热装置使浇注系统中的塑料不会凝固,也不会随制品脱模,所以又称无流道模。优点:1)无废料 2)可降低注射压力,可以采用多腔模 3)可缩短成型周期 4)提高制品的质量 适合热流道模塑料的特点:5)塑料的熔融温度范...
精密注塑模具的制品尺寸精度可达0.01mm以下,**场景下稳定在0.01-0.001mm [5]。模具精度要求严苛,主要取决于型腔尺寸精度高、定位准确或分型面精度满足要求,尺寸公差应控制在制品尺寸公差的1/3以下 [4]。模具结构设计需具有高刚性,型腔数不宜过多,底板、支承板、型腔壁都要加厚,以避免...
汽车底盘机件损坏急救方法当汽车在野外或远离修车地点而遇到底盘机件损坏时,针对不同故障情况,可以利用以下急救方法将车开到修车条件的地方。制动分泵漏制动液或分泵管路折断,可在分泵管路接头处用铁皮、铜皮做个小垫子,将管路堵死,再旋紧螺钉,或者将断口夹扁、卷曲堵漏,使该轮不起制动用作。但这样做可能会造成单边...