 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

不锈钢药芯焊丝焊接工艺:1、要获得美观均匀的焊缝很大程度上取决于正确掌握熔池的温度。当发现熔池增大出现下凹,说明熔池温度过高,这时应迅速减少焊枪与工件的夹角,并加快焊接速度。当熔池小焊缝窄而高时,说明熔池温度低,这时应增大焊枪与工件的夹角,减慢焊接速度,减少焊丝添加量。2、焊接时焊枪要等速移动,禁止...

药芯焊丝气保焊的保护气的特点:电离电势。电离电势是气体电离所需能量的大小(比如,将气体转换成带电的离子状态),使气体能够导电。电离电势越低,电弧越轻易引燃并保持稳定。CO2的电离电势为14.4eV,Ar的电离电势为15.7eV。因此,CO2保护气比Ar保护气更轻易引燃电弧。热传导。气体的热传导是指气...

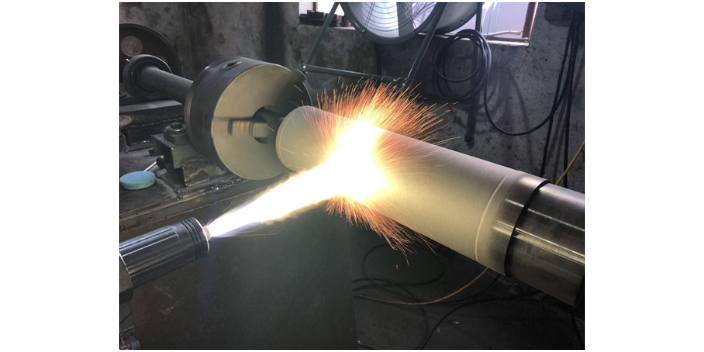
等离子堆焊采用合金粉末作填充料的粉末等离子堆焊,具有工艺稳定、合金冲淡率低、金相组织均一、堆焊层硬度波动小、堆焊层质量好等突出的优点。对于钢制三偏心蝶阀密封面,采用全自动堆焊,与手工焊相比,具有质量好、效率高、材料省、劳动强度低等突出的优越性。离子堆焊机由中型立式操作机、中型变位机、堆焊机头(由送粉...

等离子对焊的堆焊材料:螺杆堆焊一般采用镍基合金粉末(如镍60)、镍基碳化物(依据产品需求以镍60为基粉添加对应比例的碳化物粉末)。粉末要求:依据产品功能(耐磨,耐腐,耐高温)挑选适合的合金粉末;挑选合金粉末时尽量与基体资料的热膨胀系数接近。避免热膨胀系数过大,发作较大的缩短应力,构成产品开裂现象。也...

等离子对焊机的螺杆要求:堆焊外表需求堆焊合金粉末的螺杆,条件确保螺杆外表无油,无锈,无明显缺陷。设备简介与特点:是一款适用于各种型号规格的螺杆采用合金粉末作填料的全数字化控制的等离子弧堆焊机。通过配置数码动力头卡盘及长距离移动三维操作机,自动配对电子螺距,实现高效率全自动堆焊。等离子堆焊机由随动式操...

等离子喷焊机的维修和保养中,应该及时的维修。想要更好地使用喷焊机,要在使用的过程中做好检查和维修工作,主要是检查喷焊机中零件和电源是否损坏,而且在检查的过程中,还需要观察喷焊机中的绝缘情况,如果在此过程中发现问题,还必须及时处理,以免造成损失变化,实际在整个过程中,还有很多的地方是需要我们检查的。等...
无扭曲应力,送丝距离长,焊丝对准性能高对于无缝药芯焊丝,由于截面各向同性不存在扭曲应力,所以如同实芯焊丝一样;而有缝药芯焊丝截面上有缝隙,因此各向异性在缝隙处存在扭曲应力。扭曲应力的存在会使有缝药芯焊丝在长距离送丝时发生扭曲,导致送丝不畅堵塞导丝管,严重时缝隙会开口导致药芯粉泄露,出现焊丝空管串粉现...

不锈钢药芯焊丝焊接工艺焊接操作要领:不锈钢药芯焊丝是利用焊丝中间的药粉熔化后,在熔敷金属背面和正面形成熔渣进行保护,所以根部焊接时与实芯焊丝焊接的操作方法、电弧摆动频率、填丝量有较大区别。在焊接过程中,焊枪要做圆弧形摆动,其目的是使铁水和熔渣加速分离,便于观察熔池,同时也可增加母材坡口两侧的热输入量...
按使用温度不同分为低温防腐涂层,常温防腐涂层,高温防腐涂层。以鳞片防腐涂层胶为例,表面处理:喷砂或用角磨机将机件表面打磨粗化,并去除基面上的灰尘、油污、水分,使表面露出新鲜基材;打底:把施工面上的气孔、麻面、凹槽用防腐胶填塞密实,然后涂敷BD417防腐涂层胶作为底涂;鳞片胶涂敷:底涂初固后就可以把B...
金属表面的耐磨涂层加工适用范围广,工艺性好。耐磨涂层工艺简单,只需采用喷涂的处理方式,就可以涂覆于部件表面。既可用于制造大尺寸或配合精度高而无法用机械加工方法达到的零、部件配合面,可用于恢复磨损尺寸或某些有缺陷的零、部件。节省维修成本费用。采用涂层技术的金属材料,可以提高产品部件的抗磨润滑性以及综合...

药芯焊丝自保护焊机自动化程度高,焊接质量好,焊材利用充分,焊接熔敷量大,比手弧焊焊道少,熔化速度比纤维素手工下向焊提高15%-20%。焊渣薄,脱渣容易,减少了层间清渣时间。其焊接设备具有通用性且工程所需焊机和辅助工装数量少,既可用于半自动焊,也可用于手弧焊或其他焊接方法的焊接,设备综合成本低。因而药...

药芯焊丝气保焊的保护气的特点:电离电势。电离电势是气体电离所需能量的大小(比如,将气体转换成带电的离子状态),使气体能够导电。电离电势越低,电弧越轻易引燃并保持稳定。CO2的电离电势为14.4eV,Ar的电离电势为15.7eV。因此,CO2保护气比Ar保护气更轻易引燃电弧。热传导。气体的热传导是指气...