 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

药芯焊丝堆焊的相关知识:为达到模具高的使用寿命,采用药芯焊丝表面堆焊技术可以获得较厚的表面层和稳定的表面组织结构,比较容易形成耐磨、耐热疲劳的表面层,节约材料,降低加工制作成本。模具堆焊药芯焊丝:所用的CO2自保护堆焊药芯焊丝是在药芯焊丝成形机上轧制的,该焊丝型号为KB968,碳化铌焊丝,堆焊层光滑...

药芯焊丝电弧焊既可用于半自动焊,又可用于自动焊,但通常用于半自动焊。采用不同的焊丝和保护气体相配合可以进行平焊、仰焊和全位置焊。与普通熔化极气体保护焊相比,可采用较短的焊丝伸出长度和较大的焊接电流。与手工电弧焊相比,焊接角焊缝时决可得到焊角尺寸较大的焊缝,这种焊接方法通常用于焊接碳钢、低参合金钢、不...

等离子堆焊机是应用离子弧为热源,将金属粉末与基体表面进行加热熔化,待冷却后凝合在一起的焊接技术。珠光体钢堆焊金属应用于等离子堆焊机中后,焊接完成后其合金焊接较好,具有较强的抗冲击能力,但是其硬度会比较低,多用于一些轴类机械零件的维修。奥氏体钢堆焊金属其冲击韧度、硬化等性能较好,缺点是比较容易有裂纹出...
药芯焊丝可用于碳钢,低合金结构钢,耐热钢,高张力钢,强度高淬火回火钢,不锈钢以及硬面耐磨钢材等的焊接。药芯焊丝是很有发展前途的新型焊接材料。药芯焊丝的优点:1)对各种钢材的焊接,适应性强调整焊剂(通用型药芯焊丝常称添加物为药芯,焊剂的说法只在特定的药芯焊丝中出现)的成分和比例极为方便和容易,可以提供...
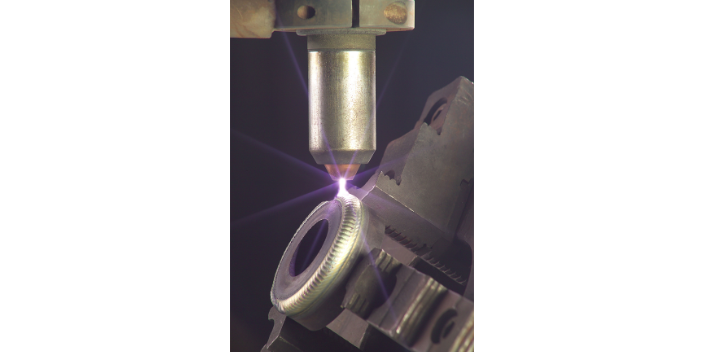
等离子堆焊机采用等离子弧焊接电流小于30A,其电弧形式为联合弧,即维弧和工作弧同时存在,当焊缝间隙稍大,出现焊缝余高不足或呈凹陷状时,说明焊缝金属填充不足,小编建议应采用填充焊丝.填充焊丝应选择与母材金属同组分的焊丝,也可采用从母材剪下的边条。转移弧产生后不要立即移动等离子堆焊机,要在原地保持一定时...

等离子堆焊技术是现代焊接行业对于工件表面性能进行强化技术中的重要分支,在诸多的新型设备中,阀门等离子堆焊机的出现,能更好的提升工件表面焊接性能,以此来更好的满足生产、生活方面的要求。不少人对于阀门等离子堆焊机在哪些行业中能被应用到的问题不是很清楚,在一些矿地中,经常会借助砖头、溜槽等设备辅助做矿地的...

等离子堆焊中刮板运输机中部槽:中部槽主要用于煤矿井下刮板输送机和转载机。中部槽在使用过程中,受到刮板和链条的擦伤和煤的磨粒磨损,不经耐磨处理的表面很容易被磨损成凹坑而失效。中部槽使用数量多,维修量大,是突出要解决的问题,在维修中实施再制造将产生明显的经济效益。采用粉末等离子堆焊技术是修复刮板输送机中...

防腐涂层是指涂敷在金属表面上使之与周围介质隔离,以控制管道腐蚀的一种覆盖层。应具有良好的电绝缘性和隔水性,与管道表面有较强的附着力,能抗化学破坏和有一定的机械强度。防腐涂层常由三部分组成:第1层是涂在金属表面的底漆,用以增强金属与主要涂料的粘结力;第二层是主要涂料,常用的材料有煤焦油瓷漆、石油沥青、...
耐磨涂层在机械行业的应用:1、油田行业的大型碟阀消耗量很大,采用普通钢制造表面喷涂镍基碳化钨涂层,其寿命可提高3-4倍,如果完整推广按寿命提高一倍,年经济效益几千万元。2、各种进口汽车发动机曲轴、火车内燃机车曲轴、船用曲轴、矿山空压机曲轴、各种大型电机转子轴、萝茨风机轴修复。3、螺旋输送杆、各种压铸...

等离子堆焊可以应用于如堆焊耐磨板,在耐磨板的制造过程中,采用在韧性、塑性很好的普通低碳钢或者低合金钢表面,通过等离子堆焊方法复合一定厚度的硬度较高、耐磨性优良的耐磨合金层,其表面硬度可达到HRC58-62。使用不同性能的合金材料,可以制成各种具有无裂纹无磁、耐高温耐冲击、耐腐蚀耐磨损、耐疲劳抗氧化等...

喷涂虽不是冶金结合,但也没有一些人说得那么糟糕。喷涂之前基材表面污渍,疲劳层一定要清理掉干净,选择质量上层的打底粉,喷前表面粗化也很关键。喷涂距离要适合,过近过远都会影响结合力,要恰到好处,喷涂过程中要控制好烟尘及温度,烟尘过大也会影响结合,车削涂层时对刀具,走刀,转速都有关系,涂层对静配合工件是非...

自保护药芯焊丝:自保护焊丝是指不需要保护气体或焊剂,就可进行电弧焊,从而获得合格焊缝的焊丝,自保护药芯焊丝是把作为造渣、造气、脱氧作用的粉剂和金属粉置于钢皮之内或涂在焊丝表面,焊接时粉剂在电弧作用下变成熔渣和气体,起到造渣和造气保护作用,不用另加气体保护。自保护药芯焊丝的熔敷效率明显比焊条高,野外施...