- 品牌
- 明晟光普
- 工艺
- 锻制
新能源产业的快速发展为钽坩埚带来新兴需求,主要集中在固态电池与氢能领域。在固态电池领域,电解质材料(如硫化物、氧化物)的高温烧结需要钽坩埚具备优异的化学惰性,避免与电解质反应生成杂质,采用高纯钽(99.99%)制备的坩埚,在 800-1000℃烧结过程中,电解质纯度保持在 99.9% 以上,电池能量密度提升 20%。在氢能领域,钽坩埚用于氢燃料电池催化剂(如铂基催化剂)的制备,通过高温焙烧使催化剂颗粒均匀分散,要求坩埚具备极低的金属杂质含量(铂、钯等贵金属杂质≤1×10⁻⁷%),避免污染催化剂,提升电池效率。2020 年,新能源领域钽坩埚市场规模达 2 亿美元,预计 2030 年将增长至 8 亿美元,年复合增长率达 15%。钽坩埚在高温钎焊工艺中,承载钎料,确保焊接接头强度。宜春钽坩埚货源源头厂家

中国钽坩埚产业在这一阶段实现了从跟跑到并跑的跨越,政策支持与技术突破成为驱动力。国家 “十二五”“十三五” 规划将有色金属材料列为重点发展领域,对钽坩埚研发给予专项补贴,推动企业与高校(如中南大学、北京科技大学)合作,突破关键技术。2015 年,中国企业成功开发 450mm 半导体级钽坩埚,纯度达 99.99%,尺寸公差控制在 ±0.05mm,打破欧美垄断;2018 年,热等静压钽坩埚实现量产,产品性能达到国际先进水平。产业规模方面,中国钽坩埚产量从 2010 年的 50 万件增长至 2020 年的 200 万件,占全球产量的 50% 以上,形成了以洛阳、宝鸡、深圳为的产业集群。应用领域从传统的光伏、稀土拓展至半导体、航空航天,国内市场自给率从 2010 年的 30% 提升至 2020 年的 80%,部分产品出口欧美市场。同时,中国企业面临技术瓶颈,如超细钽粉制备、纳米涂层技术等仍依赖进口,市场份额占全球的 15%,未来需进一步加强基础研究与技术创新,实现从规模扩张向质量提升的转型。宜春哪里有钽坩埚源头厂家实验室用钽坩埚可定制特殊接口,适配不同实验装置,提升通用性。

针对不同应用场景的特殊需求,钽坩埚的结构创新向功能化、定制化方向发展,通过集成特定功能模块提升使用便利性与效率。在半导体晶体生长领域,开发带内置导流槽的钽坩埚,导流槽采用 3D 打印一体化成型,精细控制熔体流动路径,避免晶体生长过程中的对流扰动,使单晶硅的缺陷率降低 25%;在航空航天高温合金熔炼领域,设计双层结构钽坩埚,内层为纯钽保证纯度,外层为钽 - 铼合金提供强度,中间预留 5-10mm 的冷却通道,通过通入惰性气体实现精细控温,温度波动控制在 ±2℃以内,满足特种合金对温度精度的严苛要求。在新能源固态电池电解质制备中,创新推出带密封盖的钽坩埚,密封盖采用钽 - 陶瓷复合密封圈,实现真空度≤1×10⁻³Pa 的高密封效果,避免电解质在高温烧结过程中与空气接触发生氧化,提升电池性能稳定性。功能化结构创新使钽坩埚从单纯的 “容器” 转变为 “功能组件”,更好地适配下游工艺需求,提升整体生产效率与产品质量。
性能检测包括密度(阿基米德排水法,精度±0.01g/cm³,要求≥9.6g/cm³)、硬度(维氏硬度计,载荷100g,要求Hv≥250)、抗热震性能(从1000℃骤冷至20℃,循环10次,无裂纹)、高温强度(1600℃三点弯曲试验,抗弯曲强度≥500MPa)。纯度检测采用GDMS,检测杂质总含量(≤0.05%),重点控制氧(≤0.005%)、碳(≤0.003%)、金属杂质(Fe、Ni、Cr等≤0.002%),半导体用坩埚需检测金属杂质≤1×10⁻⁶%。同时进行密封性检测(氦质谱检漏仪,漏率≤1×10⁻⁹Pa・m³/s),确保无渗漏。所有检测项目合格后,出具质量报告,注明产品规格、批次号、检测数据,方可进入成品库。钽坩埚以高纯度钽为原料,熔点 2996℃,耐强腐蚀,适用于半导体、化工领域的高温反应。
原材料供应与价格波动是钽坩埚产业面临的一大挑战。钽矿资源分布不均,主要集中在少数国家和地区,部分企业依赖进口钽矿,供应稳定性易受国际、贸易形势的影响。近年来,钽矿价格波动频繁,如2023年钽精矿价格振幅达40%,这使得钽粉及钽坩埚的生产成本难以控制。价格上涨时,企业的利润空间被压缩;价格下跌过快,又可能导致上游开采企业减产,影响供应,给钽坩埚生产企业的生产计划与市场布局带来诸多不确定性,增加了企业的运营风险。为应对这一挑战,一些企业尝试通过与供应商签订长期合同、建立战略储备等方式,保障原材料的稳定供应,并利用期货市场等工具进行套期保值,降低价格波动对企业的影响。钽坩埚在高温冶金中,分离贵金属与杂质,提升贵金属回收率。宜春哪里有钽坩埚源头厂家
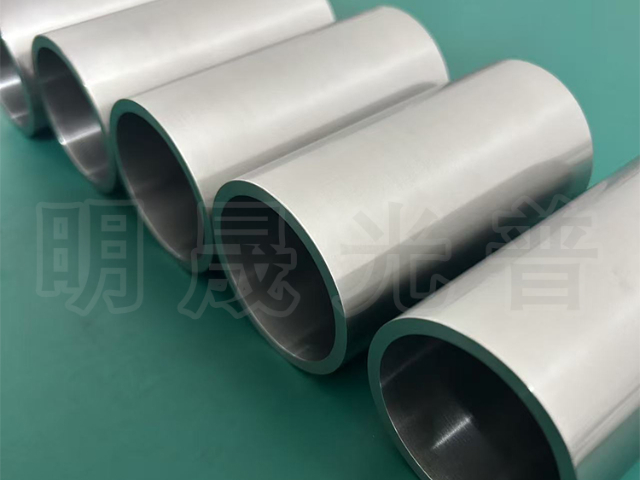
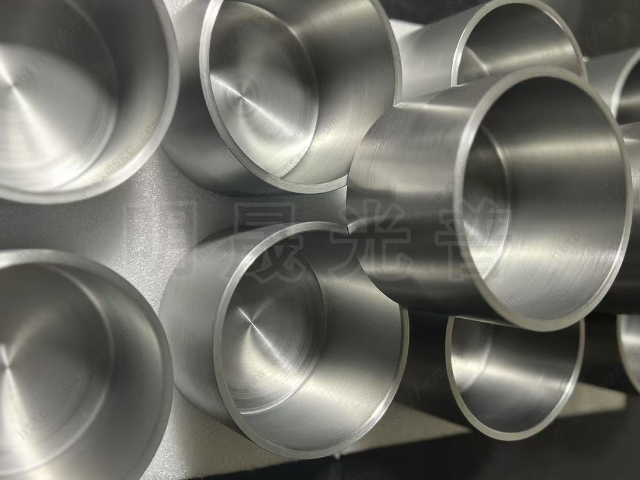
其加工精度高,内壁光滑,利于熔体流动,减少晶体生长缺陷。宜春钽坩埚货源源头厂家
机械加工旨在将烧结坯加工至设计尺寸与精度,首先进行车削加工,采用数控车床(定位精度±0.001mm),刀具选用硬质合金(WC-Co,Co含量10%),切削参数:速度8-12m/min,进给量0.1-0.15mm/r,深度0.2-0.5mm,使用煤油作为切削液(冷却、润滑),避免加工硬化。车削分为粗车与精车,粗车去除多余余量(留0.5mm精车余量),精车保证尺寸精度(公差±0.05mm)与表面光洁度(Ra≤0.8μm)。对于带法兰、导流槽的特殊结构坩埚,需进行铣削加工,采用立式加工中心(主轴转速8000r/min),刀具为高速钢铣刀,按三维模型编程加工,确保结构尺寸偏差≤0.1mm。加工过程中需每10件抽样检测,采用三坐标测量仪检测外径、内径、高度、壁厚等参数,超差件需返工,返工率控制在5%以下,确保产品尺寸一致性。宜春钽坩埚货源源头厂家
- 中山钽坩埚供应 2026-05-20
- 抚州哪里有钽坩埚生产厂家 2026-05-19
- 青海钽坩埚厂家直销 2026-05-14
- 宝鸡哪里有钽坩埚供货商 2026-05-07
- 赣州钽坩埚多少钱一公斤 2026-04-30
- 揭阳钽坩埚源头供货商 2026-04-03
- 厦门哪里有钽坩埚销售 2026-03-27
- 安康哪里有钽坩埚源头厂家 2026-03-24
- 上饶钽坩埚生产厂家 2026-03-24
- 龙岩钽坩埚生产 2026-03-20
- 固原钽坩埚供应商 2026-03-16
- 河源钽坩埚生产厂家 2026-03-14