- 品牌
- 亚葵,江苏亚葵
- 型号
- 001
添加剂定量加料产品搭载智能数据采集与监控系统,实现加料过程的全程数据可视化,为企业生产管理和追溯提供便利。通过配套的控制终端或联网系统,操作人员可实时查看加料量、加料速度、运行时间等关键数据,清晰掌握生产进度和设备运行状态,便于及时调整生产参数,优化生产流程。产品支持数据存储与导出功能,可记录每一批次的加料数据,形成完整的生产台账,满足企业质量追溯的需求,在产品质量核查、合规检查时提供有力的数据支持。同时,数据化管理方式能帮助企业进行生产数据分析,找出生产过程中的优化空间,提升生产管理的精细化水平。这种可追溯、可监控的特性,让企业生产管理更高效、更规范,助力企业提升市场竞争力。耐高低温、耐腐蚀材质打造,适配化工催化严苛工况,长期运行稳定无故障。云南分子筛定量加料工厂

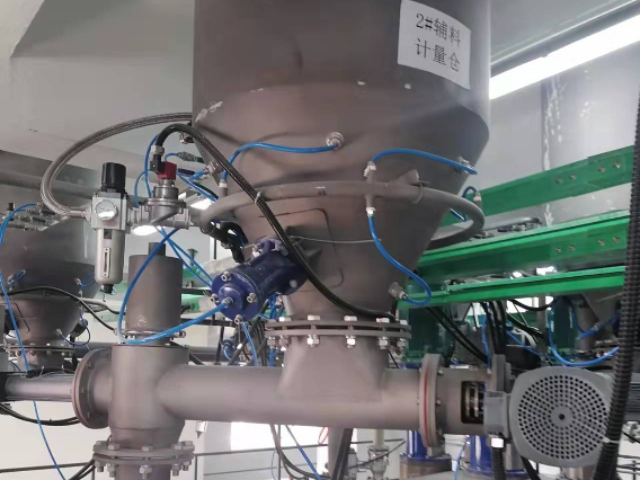
旋转阀定量加料系统以旋转阀为中心计量部件,结合精密传动与智能调控技术,实现对物料的高精度定量投加。系统采用定制化转子设计,通过优化转子叶片数量、间隙及转速参数,确保每转输送物料量的一致性,配合高精度编码器实时监测转子转速,精确控制单位时间内的物料输送量,计量误差可稳定控制在较低范围。针对不同流动性的物料,系统可通过变频调速电机动态调整转子转速,灵活适配不同生产工艺的流量需求,无论是小流量精确投加还是大流量稳定输送,都能保持计量精度。在精细化工、医药中间体、食品添加剂等对物料配比精度要求严苛的场景中,该系统通过“转子计量-转速反馈-闭环调节”的工作模式,实时修正输送偏差,确保每批次物料投加量的均匀性,为下游生产环节的产品质量稳定提供关键保障。同时,转子与阀腔的精密配合减少了物料残留,进一步提升计量精度的可靠性。云南分子筛定量加料工厂模块化设计可快速集成现有生产线,安装调试周期短,不影响原有生产进度。

定量加料系统以精确计量为中心设计理念,通过集成高精度称重传感器与智能计量算法,实现对各类物料的精确投加控制。系统采用多传感器融合技术,配合动态零点跟踪与温度补偿算法,有效抵消物料粘附、环境振动等因素带来的干扰,确保计量误差控制在行业水平。无论是粉状、颗粒状还是块状物料,都能实现稳定的流量输出,避免因投料偏差导致的产品质量波动。在化工配料、食品加工等对配比精度要求严苛的场景中,该系统通过实时监测物料重量与输送速度,经积分算法精确计算瞬时流量与累计流量,形成“测量-比较-执行”的闭环控制,让每一批次的物料投加都保持高度一致性,为生产流程的标准化提供坚实保障。同时,系统支持根据生产需求灵活调整投加量,适配不同生产环节的工艺要求,助力企业提升产品合格率与生产稳定性。
在复杂多变的生产环境中,设备的适应性与可靠性同样至关重要。我们的定量加料系统在设计之初,便充分考虑了与现有生产设施的协同以及严苛工况下的持久稳定。系统提供高度模块化的配置选项,可根据物料的特性——无论是高腐蚀性、高粘度还是含有微小颗粒——选配相应的泵阀、管路与密封材质,确保硬件兼容性与长寿命。其结构设计紧凑,便于集成到新旧产线中,至大程度减少对现有布局的改动。此外,系统具备强大的自我诊断与预警功能,能够实时监测关键部件的运行状态,一旦发现如计量偏差超限、管路堵塞或传感器通讯中断等潜在异常,会立即向控制中心发出多级别警报,并可根据预设方案执行保护性停机,有效防止故障扩大化,保障生产计划的连贯性,降低非计划停机的损失。模块化结构可快速适配不同规格反应釜,安装便捷且不改动原有设备,实用性拉满!

反应釜定量加料系统在设计上充分考虑生产安全与环保要求,采用全密闭式加料结构,从原料储存、输送到加料入釜的全过程均处于密封环境中,有效避免了粉尘飞扬、气体泄漏等问题,既保障了生产车间的空气质量,也防止了原料的浪费与环境污染。系统配备了多重安全保护装置,当加料过程中出现压力异常、流量波动、物料超量等异常情况时,会即时触发声光报警,并自动启动停机保护程序,防止危险事故的发生。对于具有腐蚀性、易燃易爆特性的危险原料,系统采用防腐蚀、防爆型材质与部件,符合相关安全标准,确保在特殊工况下的稳定运行。同时,密闭式设计减少了人工与原料的直接接触,降低了操作人员的职业健康风险,让生产过程既符合环保合规要求,也为员工提供了安全可靠的作业环境。响应速度快至 0.3 秒,实时匹配反应工况动态调整加料量,让催化反应更精确可控。云南分子筛定量加料工厂
远程监控功能实现云端管理,随时随地掌握生产进度。云南分子筛定量加料工厂
反应釜定量加料系统深度融合智能化技术,具备强大的联动控制能力,可与反应釜的搅拌系统、温控系统、压力控制系统等实现无缝对接,形成完整的自动化生产闭环。系统搭载先进的PLC控制系统与触摸屏操作界面,操作人员只需在界面上设定加料量、加料速度、加料时间等参数,系统即可自动完成原料的定量输送与精确加料,全程无需人工值守,大幅减少了人为操作误差。通过与工厂MES系统的互联互通,系统可接收生产计划指令,自动调度加料任务,实时反馈加料进度与计量数据,实现生产过程的智能化管控与数据化追溯。在连续生产模式下,系统能够根据反应釜内的实时工况数据,动态调整加料策略,确保反应过程始终处于好的状态,不*提升了生产效率,还能有效优化原料利用率,降低生产成本,助力企业实现智能化生产升级。云南分子筛定量加料工厂
江苏亚葵智能装备有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的化工中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,江苏亚葵智能装备供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

震动给料定量加料系统以震动输送为中心技术,通过高频低幅震动驱动物料匀速移动,结合智能计量算法,达成物料的高精度定量投加。系统配备可调频震动电机,可根据物料特性(如颗粒大小、堆积密度)精确调节震动频率与振幅,确保物料在输送槽内呈均匀薄层运动,避免出现物料堆积、架桥或流速不均等问题,为计量精度奠定基础。搭配高精度称重传感器或流量传感器,实时采集物料输送量数据,经控制系统分析处理后,动态调整震动参数,形成“震动输送-实时监测-闭环调节”的精确控制流程,计量误差可稳定控制在行业质量高的水平。在矿石分选、金属粉末加工、建筑骨料配料等场景中,该系统能精确匹配不同物料的流量需求,无论是小剂量精细投加还是大流...
- 云南分子筛定量加料工厂 2026-03-28
- 分子筛定量加料推荐 2026-03-27
- 陕西电池粉定量加料价格 2026-03-27
- 山东反应釜定量加料源头厂家 2026-03-26
- 贵州滑石粉定量加料多少钱 2026-03-25
- 北京碳酸锂定量加料多少钱 2026-03-21
- 陕西自动控制定量加料供应商 2026-03-19
- 河北塑料助剂定量加料推荐 2026-03-18
- 宁夏体积定量加料源头厂家 2026-03-18
- 广西VC定量加料多少钱 2026-03-17


- 湖南分子筛定量加料厂家 2026-03-11
- 吉林塑料助剂定量加料直销 2026-03-10
- 云南碳化硅定量加料工厂 2026-03-08
- 广西VC定量加料工厂 2026-03-02
- 福建体积定量加料供应商 2026-03-02
- 四川管链定量加料多少钱 2026-03-01





- 四川粉碎磷酸铁锂生产线直销 06-29
- 重庆碳酸锂开袋磷酸铁锂生产线直销 06-29
- 新疆砂磨磷酸铁锂生产线源头厂家 06-29
- 北京碳酸锂计量磷酸铁锂生产线厂家 06-29
- 湖南除磁磷酸铁锂生产线直销 06-28
- 广西糖元磷酸铁锂生产线供应商 06-28
- 河北粉碎输送磷酸铁锂生产线供应商 06-28
- 中国澳门气流输送磷酸铁锂生产线直销 06-28
- 中国台湾磷酸铁锂生产线源头厂家 06-27
- 重庆包装输送磷酸铁锂生产线源头厂家 06-27