- 品牌
- 爱步,爱步精益,爱步精益咨询
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 缩短交货周期、提效降本
- 咨询电话
- 15960368198
- 所在地
- 厦门市同安
- 公司类型
- 有限责任公司
- 咨询范围
- 企业管理咨询,软件产品,企业管理课程培训
1、定义/识别价值精益实践的关键出发点是价值,而价值只能由客户来确定。而提供错误的产品或服务是一种“浪费”。请注意,“精益”不是制造系统的目标,“价值”才是制造系统的目标,客户的价值认知和我们的成本与努力无关。我们要以客户价值认知作为精益的起点,形成决定性竞争优势,作为发展制造系统的目标。如果“目标”错误,后续发展的制造系统会是一项“浪费”。很多情况,竞争对手未察觉产业或运营模式问题,而检视业界造成客户的问题,是识别决定性竞争优势的起点。生产管理包括构建组织结构、分配角色和职责以及建立跟踪和监控生产流程的系统。韶关厦门爱步精益咨询精益生产流程标准化
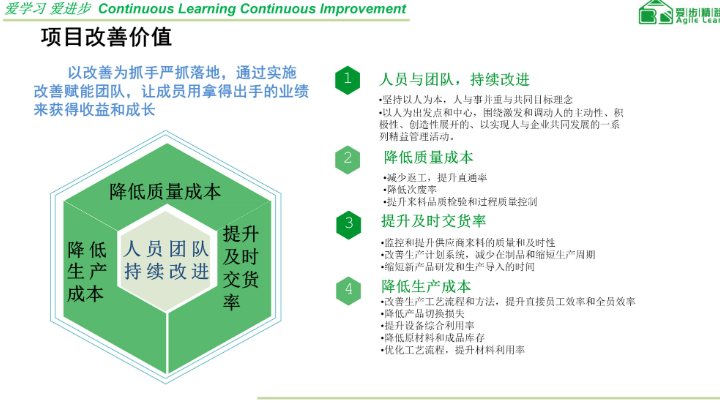
通过管理咨询公司提供的服务,提高企业管理水平,从而提升企业运营效益。既然是投资,就要算投入和产出,产出>投入,就“值”;产出<投入,就“不值”。那么管理咨询对受咨询方的价值在哪里?主要在四个方面:1、方案价值。咨询顾问根据客户实际情况,运用知识和经验,为客户提供的咨询方案。这也是大多数咨询项目与客户约定的主要项目目标。2、传递知识和经验。在咨询项目实施过程中,咨询顾问通过课程培训、访谈、会议、日常沟通中给客户传递的先进管理理念、管理方法、管理工具等;3、人才培养。在咨询项目实施过程中,帮助客户管理团队接受管理理念、管理方法、管理方案等,从提升管理人员技能和素养的提升。4、咨询业绩效果。咨询项目实施后,因为管理咨询项目对客户管理水平的提升效果,直接或间接为客户创造的价值。这四个方面的价值,能直接衡量是第四个——咨询业绩效果。这也是咨询项目价值主要的价值体现。要衡量业绩,首先需要选择可以量化的经营业绩指标,通常可以提供客户在短期内可以衡量的经营业绩有:按期交货率提升、存货占用资金降低、应收账款和坏账降低等。宁德厦门爱步精益咨询有限公司精益生产流程标准化帮助人们积极参与改善,是推行精益的根本。
俗话说“外来的和尚好念经”,管理变革通常是工具方法的改变,同时也会涉及组织架构的调整,以及责、权、利的重新分配。在涉及这些敏感问题时,咨询师客观公正的角色,更容易被企业内部各方所接受,借助“外脑”、“外力”的重要性也让越来越多的企业开始意识到内部人员进行管理变革的局限。咨询师作为第三方外部人员,先不谈专业能力,其公正中立的角色定位天然没有这些局限,不用担心老板不喜欢,不必顾虑同事猜忌,可以单纯地从“是否符合企业利益增长”的角度来考虑问题。而且其相对中立的角色定位,可以科学合理地平衡各方诉求,是企业沟通的桥梁与纽带,以此推动企业内部变革,也更容易被企业内部人员接受。
6S管理,即整理、整顿、清扫、清洁、素养、安全六大要素的管理体系,是现代企业管理的重要基础。这一管理方法不仅关乎工作场所的整洁有序,更体现了企业对效率、质量及安全的高度追求。在6S管理的框架下,企业通过对工作现场进行系统化、标准化的管理,实现了资源的合理配置和有效利用,从而提升了整体运营效率。同时,6S管理还强调员工的素养培养,通过规范员工的行为习惯,提升了企业的整体形象和竞争力。整理是6S管理的第一步,旨在区分现场的必要与非必要物品,并将非必需品***或归类放置。这一步骤看似简单,却对于优化工作环境、提高工作效率具有关键作用。通过整理,企业能够消除冗余和杂乱的元素,使工作场所变得宽敞明亮,员工的心情也会因此变得愉悦舒畅。同时,整理还能减少物品误用或丢失的可能性,避免了因混乱而引发的各种问题和风险。按期交付:精益生产管理通过简化生产流程,减少浪费,提高生产效率和产量,是得产品能够按期交付。
1、拉动式生产(1)定义:所谓拉动式生产,是指本工序只有在下道工序有需求时才进行生产,工序和工序之间形成一环一环的衔接,相互制约与平衡。(2)解析:形成倒逼机制,确保顺畅化生产。(3)倒逼机制:因为工序与工序之间是相互衔接进行拉动式生产,因而任一工序(环节)出问题,都会使得生产无以为继。这也是很多企业实行拉动式生产没取得效果,反而效率更低、影响生产进度的一个重要原因。一个小小的提议是,推行精益时,不要急着去拉动,企业的小身板可能受不了严格的拉动,一拉反而受伤。而工序(环节)问题包括:设备故障、工艺不完善、员工操作不熟练、不良品等,拉动式生产形成的倒逼机制迫使消除这些问题,唯有如此,生产才能顺畅化进行,并体现出拉动式生产的巨大价值。高效率、低成本、快交货来源于精益特征。宁德厦门爱步精益咨询有限公司精益生产流程标准化
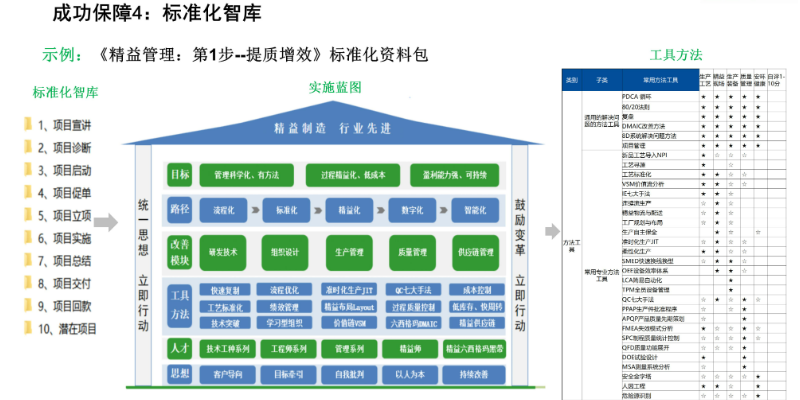
快速培养多能工的工具 强化员工团队精神的工具 保障全员积极参与改善的工具 精益改善工具;韶关厦门爱步精益咨询精益生产流程标准化
七大浪费--动作12种动作上的浪费1.两手空闲的浪费;2.单手空闲的浪费;3.作业动作停止的浪费;4.作业动作太大的浪费;5.拿的动作交替的浪费;6.步行的浪费;7.转身角度太大的浪费;8.动作之间没有配合好的浪费;9.不了解作业技巧的浪费;10.伸背动作的浪费;11.弯腰动作的浪费;12.重复动作的浪费。原因①作业流程配置不当②无教育训练③设定的作业标准不合理对策a.一个流生产方式的编成b.生产线U型配置c.标准作业之落实d.动作经济原则的贯彻e.加强教育培训与动作训练6)七大浪费--加工原因①工程顺序检讨不足②作业内容与工艺检讨不足③模夹治具不良④标准化不彻底⑤材料未检讨对策a.工程设计适正化b.作业内容的修正c.治具改善及自动化d.标准作业的贯彻7)七大浪费--库存韶关厦门爱步精益咨询精益生产流程标准化
- 东莞爱步精益咨询精益生产企业管理 2025-05-06
- 江门爱步精益精益生产企业管理 2025-05-06
- 清远爱步精益生产企业发展 2025-05-06
- 绍兴厦门爱步精益咨询精益生产企业发展 2025-05-06
- 广州爱步精益精益生产精益管理 2025-05-06
- 清远爱步精益生产 2025-05-06
- 福建车间精益生产 2025-05-05
- 三明厦门爱步精益咨询精益生产提质增效 2025-05-05
- 汕头爱步精益咨询精益生产降本增效 2025-05-05
- 惠州爱步精益生产降本增效 2025-05-05
- 江门精益生产提质增效 2025-05-05
- 福州爱步精益咨询精益生产提质增效 2025-05-05