- 品牌
- 爱步,爱步精益,爱步精益咨询
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 缩短交货周期、提效降本
- 咨询电话
- 15960368198
- 所在地
- 厦门市同安
- 公司类型
- 有限责任公司
- 咨询范围
- 企业管理咨询,软件产品,企业管理课程培训
制造型企业在精益生产推广过程中往往会遇到各种问题,这其中固然有制造业当前所处发展阶段和企业特定生产环境的原因。但导致精益生产推广不能达到预期效果的更为根本的原因是:企业没有从系统、务实的角度来理解和落实精益生产。许多制造企业早在多年前就开始引入精益生产理念和实践,比如开展精益生产理论培训,选拔一批好的生产队伍到成熟企业参观学习,在生产现场推广精益生产的基本工具和制度,在企业内部建设精益学校,聘请国内外精益老师担任生产部门的管理人员等。企业期望通过这样的方式来实现生产管理能力的提升。然而,根据我们的经验和观察结果显示,许多制造型企业到目前为止在推行精益生产方面未能达到预期效果。它们的精益生产推广过程障碍重重,反反复复,雷声大雨点小,以致于有些企业管理人员甚至开始怀疑精益生产是否适合自己的企业。建立全员参与的文化,使每个员工都能够全程参与到生产流程中,发挥其智慧和创造力。福州厦门爱步精益咨询有限公司精益生产精益管理
1、定义/识别价值精益实践的关键出发点是价值,而价值只能由客户来确定。而提供错误的产品或服务是一种“浪费”。请注意,“精益”不是制造系统的目标,“价值”才是制造系统的目标,客户的价值认知和我们的成本与努力无关。我们要以客户价值认知作为精益的起点,形成决定性竞争优势,作为发展制造系统的目标。如果“目标”错误,后续发展的制造系统会是一项“浪费”。很多情况,竞争对手未察觉产业或运营模式问题,而检视业界造成客户的问题,是识别决定性竞争优势的起点。汕头爱步精益生产只有维持工作次序的功能,没有持续改善功能。
2、识别价值流特定产品的价值流包含三项关键管理任务,这三项任务是:①从概念,产品企划、设计,到投产全过程的解决问题任务。②从接单、制定生产计划再到交货全过程的讯息管理任务。③从原材料到成品,送到用户手中的物质转化任务。价值流分析能显示出沿价值流的三种活动:①能创造价值的步骤,如机加工改变物理形状的过程。②虽然不创造价值,但是在现有技术与生产条件下不可避免的步骤,如为保证品质,焊接处要检验。③不创造价值而且可以立即去掉的步骤。3、流动一旦精确定立了价值,也完整地制定出了某一特定产品的价值流图,消灭了明显的浪费步骤,实行精益思想第3步的时机也就到了,让保留下来、创造价值的各个步骤流动起来。为因应波动的冲击,应善用缓冲。
七大浪费之四不良浪费表现:生产过程产生的不良品。原因:人工操作不当、工艺设置不当、材料使用不当、质量标准不清等。对策:①确保作业指导以及检验标准是符合产品特性以及客户需求的。②通过首样检验、巡检、自检互检方式准时发现不良;③制定极限样品以及将检验标准可视化,让员工容易理解标准。④适度运用防呆法进行防错设置。
七大浪费之五等待浪费表现:人员(以及设备)在等待;或者,有时忙、有时闲的不均衡现象。原因:①生产线品种切换;②工作量少,便无所事事;③时常缺料,设备闲置;④上工序延误,下游无事可做;⑤设备发生故障;⑥生产线工序不平衡;⑦不良品返工;⑧制造通知或设计图未送达。对策:生产均衡化;快速换模技术的运用;全员生产性防护;多技能工;消除不良浪费;提升供应商水准。
七大浪费之六过量生产表现:过量生产常被视为浪费。结果导致库存、资金的占用以及潜在的报废风险。过早生产或在线库存都视为过量生产。原因:生产管理不自信。对策:拉动准时化生产方式。通过这种方式既防止过量生产,同时倒逼员工准确地做好生产计划、产线平衡以及持续改善。 员工改善量小、持续性差。

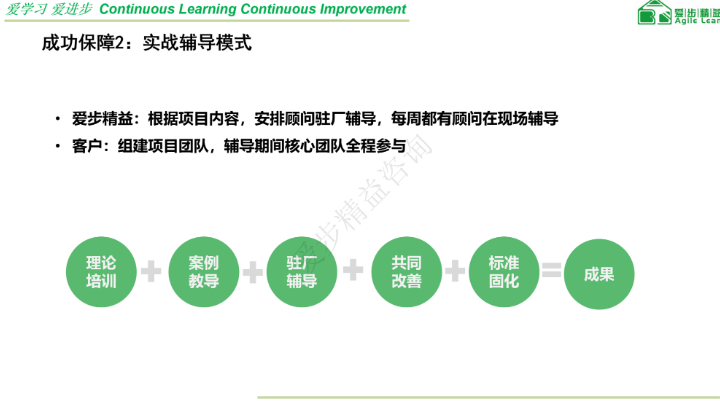
生产管理有哪些难点?①纸质报工效率低下纸质报工无疑是管理低效的源头,工人拿着表格填写,漏填出错是家常便饭。对于班组长来说,他们需要每天对产品进行数量检验,不同计划、不同批次的产品混在一起,数量庞大,核对起来非常不方便②人工统计耗时耗力每天都会有大量的报工单汇总到财务部门,光是把数据录入到Excel的工作就繁琐不堪,汇总统计更是耗时耗力,财务部门每天光是统计报工信息就要占据50%的工作时间,还要对员工计件工资进行计算,数据量庞大易出错,工作量增加。③产量统计无法实时当天的报工数据,即使晚上加班录入,第二天上午分析处理,生产日报也要在第二天的中午才能看到,信息严重不及时对生产管理造成了极大的影响。④计划进度无法掌控生产计划安排完成后,进行到哪一工序、哪个步骤,以及计划的进度状态,完全无法得知。即使出现了问题,也无法及时调整计划,严重影响了生产效率,还会延误订单。⑤质量追溯无法实现生产车间每天都会安排大量的生产计划,久而久之计划档案堆积如山,一旦发生质量问题,想追溯某个生产计划的具体情况,数据查询极度不便。纸质资料的缺点显而易见,但如果没有计划档案,那质量追溯又从何谈起呢?推行精益的5个步骤,第5个步骤的基础,是保障全员积极参与改善。佛山爱步精益精益生产企业管理
一个团队负责一个单元(多道工序)。福州厦门爱步精益咨询有限公司精益生产精益管理
可是“1个流”生产制造有4个限定要素:1.合理布局限定生产流水线需按商品另一半标准布局,并产生U形合理布局,许多公司如果不是适合的场所,将使“1个流”生产率大打折扣。2.节奏限定“1个流”生产制造需按节奏开展,要是某类机械设备生产节奏太长,需提升相对性状总数的机器设备,这在生产能力剩下的时期,我觉得是提升了资本成本。3.生产量限定要是某种商品,特别是中小型零配件类的商品,批号生产量大,无论是人工服务实际操作,还是机器设备实际操作都是由于拆换工作服时间的占有,反倒减少了高效率。4.职工限定真实建立了“1个流”的运作,许多员工由于“1个流”的不断安全作业,而造成疲惫和厌烦心态。个性化的管理方法偏重于给职工必要在等候和思索调整的时间。福州厦门爱步精益咨询有限公司精益生产精益管理
- 东莞爱步精益咨询精益生产企业管理 2025-05-06
- 江门爱步精益精益生产企业管理 2025-05-06
- 清远爱步精益生产企业发展 2025-05-06
- 绍兴厦门爱步精益咨询精益生产企业发展 2025-05-06
- 广州爱步精益精益生产精益管理 2025-05-06
- 清远爱步精益生产 2025-05-06
- 福建车间精益生产 2025-05-05
- 三明厦门爱步精益咨询精益生产提质增效 2025-05-05
- 汕头爱步精益咨询精益生产降本增效 2025-05-05
- 惠州爱步精益生产降本增效 2025-05-05
- 江门精益生产提质增效 2025-05-05
- 福州爱步精益咨询精益生产提质增效 2025-05-05