- 品牌
- 爱步,爱步精益,爱步精益咨询
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 缩短交货周期、提效降本
- 咨询电话
- 15960368198
- 所在地
- 厦门市同安
- 公司类型
- 有限责任公司
- 咨询范围
- 企业管理咨询,软件产品,企业管理课程培训
俗话说“外来的和尚好念经”,管理变革通常是工具方法的改变,同时也会涉及组织架构的调整,以及责、权、利的重新分配。在涉及这些敏感问题时,咨询师客观公正的角色,更容易被企业内部各方所接受,借助“外脑”、“外力”的重要性也让越来越多的企业开始意识到内部人员进行管理变革的局限。咨询师作为第三方外部人员,先不谈专业能力,其公正中立的角色定位天然没有这些局限,不用担心老板不喜欢,不必顾虑同事猜忌,可以单纯地从“是否符合企业利益增长”的角度来考虑问题。而且其相对中立的角色定位,可以科学合理地平衡各方诉求,是企业沟通的桥梁与纽带,以此推动企业内部变革,也更容易被企业内部人员接受。由日本丰田公司首先推出的,在生产组织、管理方面的一种好方式。宁波爱步精益生产企业发展
自働化(1)定义:一般指设备能自动识别错误、自动停止的作业机制;也指通过人与设备的配合,避免错误的产生。(2)解析:因为自动识别和自动停止的装置,因而自働化可以提升产品的良品率。自働化更显现的作用表现在“少人化“,将人解放了出来,一人可以多机台作业。更少的人做更多的工作,无疑效率提升。自働化所关联的工具及理念有,全员预防性防护、快速换模、停线机制、防呆法、多能工的培养等。结语:通过上述对精益生产三大特征的解析,我们可以清晰地看到,企业的基础管理非常重要,这包括,现场5S的推行、生产线的均衡化、良好改善文化等。只有将基础管理做好了,进而以“消除浪费“为中心及切入点,推行带有自身企业特点的”拉动式生产“方式,并通过长期积累提升企业的”自働化“程度,实现企业的”精益化生产“。广东精益生产方案应用于各个行业和领域。它可以帮助企业提高生产效率、降低成本、提高产品质量,并实现持续改进和创新。
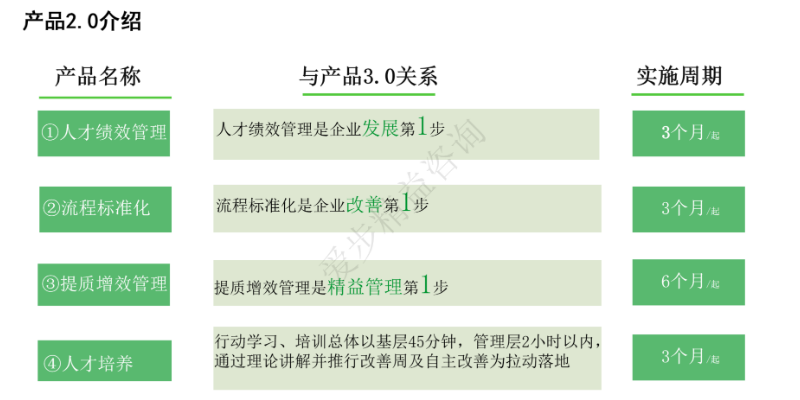
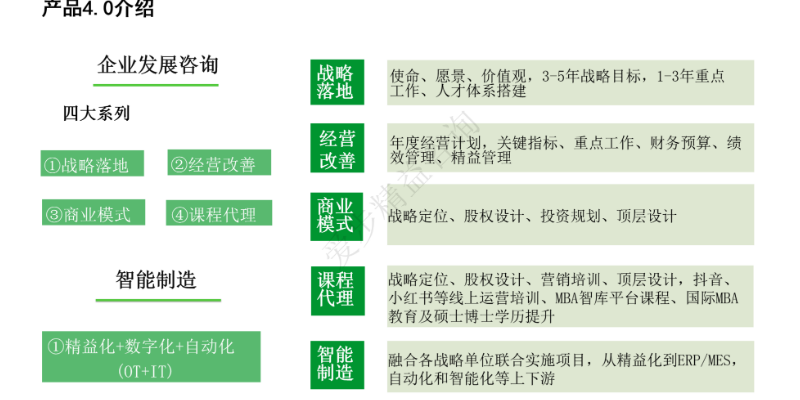
我们的产品特征在于,我们采用精益管理的理念,通过流程标准化和人才绩效管理等手段,帮助企业提高效率,降低成本,提高质量,增强竞争力。我们的咨询服务包括但不限于:流程优化、流程标准化、人才绩效管理、组织架构优化、战略规划等方面,我们会根据企业的实际情况,提供量身定制的解决方案,帮助企业实现效益增长。我们的产品应用场景非常广,适用于各种类型的企业,无论是制造业、服务业、金融业、医疗业等行业,都可以受益于我们的咨询服务。我们的服务对象包括但不限于:企业高管、中层管理人员、人力资源部门、财务部门等。总之,爱步精益是一家专注于企业管理咨询的公司,我们的产品优势在于拥有经验丰富的顾问团队,我们的产品特征在于采用精益管理的理念,适用于各种类型的企业。我们相信,通过我们的咨询服务,企业可以实现效益增长化,提高竞争力,实现可持续发展。
七大浪费之一运输浪费表现:人员走动过多;需要专门运输来实现工序间的衔接;过多的运输。原因:低效的车间布局、过于庞大的设备、不流畅的生产等。对策:杜绝孤岛式生产,合理紧凑安排工序,让作业流动起来,形成节拍,从而无需过多运输!
七大浪费之二动作浪费表现:作业动作不连贯、幅度过大、转身角度大、弯腰、动作重复或多余等形成浪费。危害:动作浪费对生产效率、质量以及人员安全都会造成负面影响。对策:从人机工程学角度,合理运用工业工程手法来进行作业台布局优化以及作业动作标准化。
七大浪费之三加工浪费表现:加工余量过大、无谓的加工精度、多余的产品功能、重复检验包装等。原因:自以为是的作业,而不是以客户价值为导向。对策:用省略、替代、重组或合并的方法审视现有工序;准确把握客户需求、优化作业标准以及工序间的衔接。
要有大量多能工,就要有快速培养大量多能工的工具;

本田公司创办人本田宗一郎一生都喜欢在工作现场动手做点什么,手上留有很多伤疤。在其晚年,访问一所小学与孩子们谈天时,骄傲地露出双手,让孩子们去触摸这些伤疤。精益创立者大野耐一说:“我是彻底的现场主义者。与其在领导办公室内冥思苦想,倒不如到生产现场的各个角落,直接获得的生产信息和感受直接的刺激。”这就是日本人的现场哲学,了解了这一点,那么我们对他们从精益出发,总结出工作现场的七大浪费就不会感到奇怪了。七大浪费的总结,可以让工作人员有针对性地快速消除生产现场的浪费,从而让生产过程更加有价值、更加顺畅!1、准时制是由大野耐一领导、首先由丰田公司发展出来的。梅州厦门爱步精益咨询精益生产降本增效
精益生产又称准时生产、准时制、JIT。宁波爱步精益生产企业发展
七大浪费之四不良浪费表现:生产过程产生的不良品。原因:人工操作不当、工艺设置不当、材料使用不当、质量标准不清等。对策:①确保作业指导以及检验标准是符合产品特性以及客户需求的。②通过首样检验、巡检、自检互检方式准时发现不良;③制定极限样品以及将检验标准可视化,让员工容易理解标准。④适度运用防呆法进行防错设置。
七大浪费之五等待浪费表现:人员(以及设备)在等待;或者,有时忙、有时闲的不均衡现象。原因:①生产线品种切换;②工作量少,便无所事事;③时常缺料,设备闲置;④上工序延误,下游无事可做;⑤设备发生故障;⑥生产线工序不平衡;⑦不良品返工;⑧制造通知或设计图未送达。对策:生产均衡化;快速换模技术的运用;全员生产性防护;多技能工;消除不良浪费;提升供应商水准。
七大浪费之六过量生产表现:过量生产常被视为浪费。结果导致库存、资金的占用以及潜在的报废风险。过早生产或在线库存都视为过量生产。原因:生产管理不自信。对策:拉动准时化生产方式。通过这种方式既防止过量生产,同时倒逼员工准确地做好生产计划、产线平衡以及持续改善。 宁波爱步精益生产企业发展
- 东莞爱步精益咨询精益生产企业管理 2025-05-06
- 江门爱步精益精益生产企业管理 2025-05-06
- 清远爱步精益生产企业发展 2025-05-06
- 绍兴厦门爱步精益咨询精益生产企业发展 2025-05-06
- 广州爱步精益精益生产精益管理 2025-05-06
- 清远爱步精益生产 2025-05-06
- 福建车间精益生产 2025-05-05
- 三明厦门爱步精益咨询精益生产提质增效 2025-05-05
- 汕头爱步精益咨询精益生产降本增效 2025-05-05
- 惠州爱步精益生产降本增效 2025-05-05
- 江门精益生产提质增效 2025-05-05
- 福州爱步精益咨询精益生产提质增效 2025-05-05