工业数据采集已成为推动生产过程数字化的中心技术。它通过对机器设备、生产线及环境的实时监测,帮助企业实现精确控制与过程优化。当前,大量工业现场仍面临数据采集断层、接口不统一的问题,亟需部署标准化的采集平台。广东明睿智博针对工业数据采集场景,开发了多种适配不同协议与设备的接口模块,兼容OPC、Modbus、串口等多种通信协议,可快速接入现有工厂系统。通过部署该系统,客户可在不改造原有硬件的基础上,迅速实现从“黑箱”生产到“透明”制造的升级,为精益管理、数据驱动决策提供坚实支撑。多源异构数据采集整合提升数据利用率,广东明睿智博推动工业数据融合。浙江智能制造数字采集分析
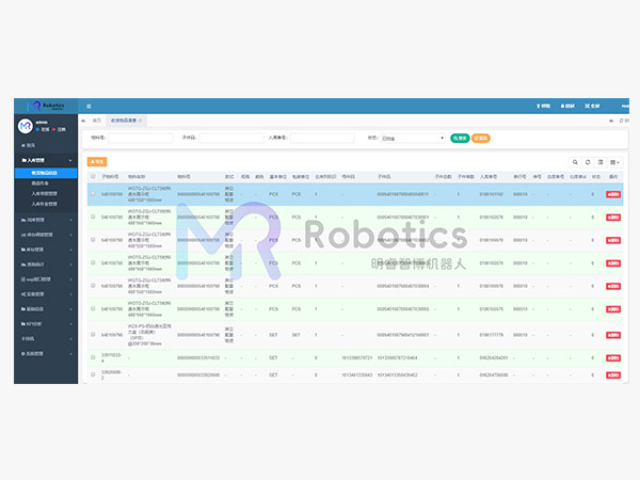
广东明睿智博在智慧冷链物流中推出温控数字采集解决方案,服务于食品、乳品、生鲜、水产等对冷链环境有严格要求的行业客户。系统采用嵌入式无线温湿度采集器,安装于冷藏库、冷链车厢、分拣作业区等关键区域,实时采集温度波动与湿度变化数据。平台支持分区域图形化展示与手机端预警消息推送,一旦检测到温控异常,如冷藏断电、设备故障或门体长时间开启,系统将通知值班人员并自动生成事件日志。广东明睿智博采集系统具备数据存储冗余机制,可满足客户对30天以上历史温控记录存档需求,并兼容与WMS、TMS系统联动,实现货品环境与流通状态同步追溯。系统现已服务于大型连锁超市、生鲜电商、第三方冷链物流企业,为其打造高标准、低风险的智慧供应链体系。甘肃设备运行数字采集广东明睿智博数字采集终端支持以太网、串口、4G等多种通讯方式,保障数据传输的灵活性与安全性。

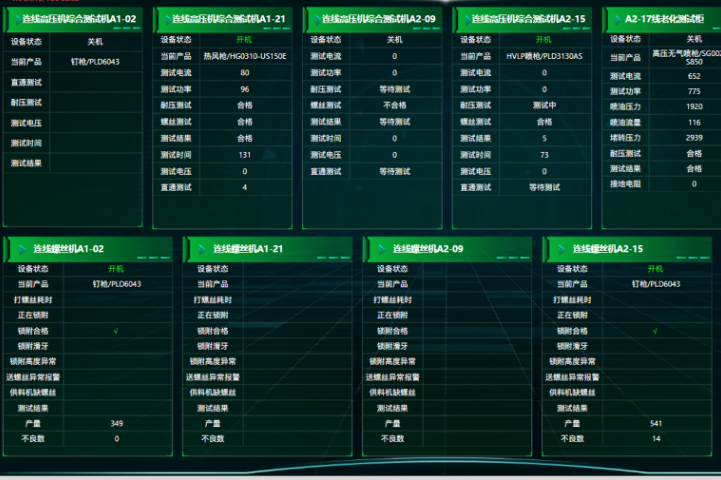
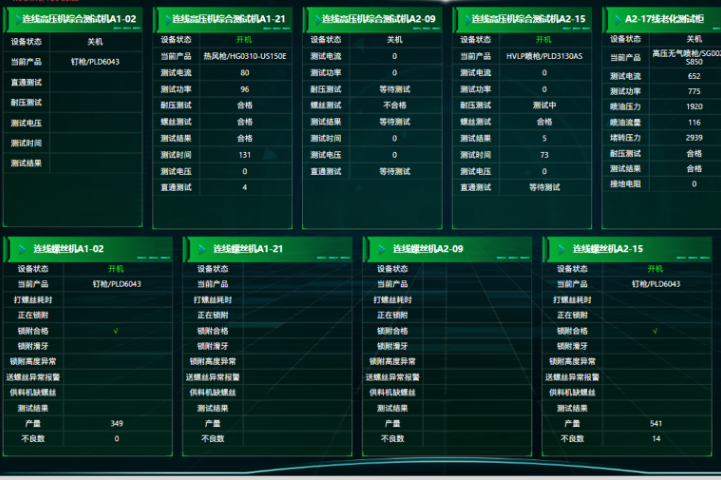
广东明睿智博在家电制造行业提供端到端的数字化车间采集方案,服务于洗衣机、空调、冰箱、热水器等产品全生命周期的装配、检测、老化测试等环节。系统基于工业现场总线和无线采集节点,采集电性能、振动值、运行噪音、能耗指标、零部件装配确认等关键数据。明睿智博支持将采集信息与MES、ERP进行关联,形成完整的产品质量履历与工艺比对体系。在装配环节,系统还能结合视觉识别技术检测零部件错装、漏装问题;在老化测试过程中,系统自动采集运行参数并对比设定区间,精确判断产品是否达标。系统部署后,企业可实现“产品追溯到工位、责任落实到个人、异常定位到秒级”,明显提升质量管理效率,支撑大规模多品类柔性制造的车间运作。
随着智能边缘技术的成熟,数字采集与边缘计算成为数据采集系统的重要发展方向。相比传统“数据上云”的架构,边缘计算可在本地实现实时分析与初步决策,降低网络延迟与运算负载。广东明睿智博推出融合边缘计算能力的数据采集解决方案,具备现场AI推理、模型本地部署、规则化报警等功能,广泛应用于对时效性要求极高的应用场景,如缺陷检测、故障预警、实时质量控制等。该方案可灵活配置边缘节点与云平台之间的协同机制,实现数据的智能分层处理,为制造企业构建高效、弹性的数据应用体系。广东明睿智博工业数字采集系统兼容主流数据库格式,支持本地存储与远程备份双模式运行。
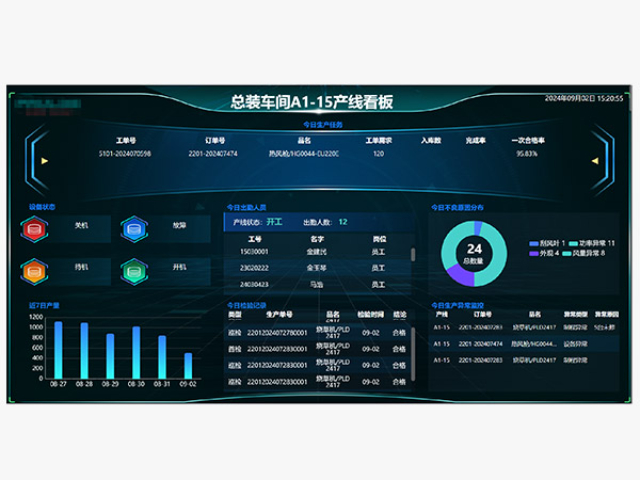
广东明睿智博专注于智能制造数字采集系统的研发与集成,围绕“感知、传输、决策、反馈”四大功能,打造出一套高可靠性、强兼容性的全场景采集解决方案。智能制造场景中,数据不再局限于设备状态或产能统计,更包括工艺波动、人员行为、环境变化、能耗水平等多维数据。明睿智博将边缘计算技术应用于数字采集网关中,实现现场预处理、快速响应与数据压缩,极大减少数据回传延迟和网络负载。系统支持千级点位接入、多线程并发处理,并提供可视化配置工具,方便快速部署与维护。通过数据中台整合,企业可实现对不同系统数据的统一建模、分析与可视化展现,为预测性维护、设备效率分析、瓶颈识别等决策提供数据支撑。广东明睿智博的数字采集系统已服务多家制造企业,为其智能转型提供坚实底座。数据采集看板系统实现数据可视化展示,广东明睿智博助力管理层实时掌握生产动态。甘肃设备运行数字采集
广东明睿智博数字采集终端具备状态指示与远程诊断功能,便于故障快速定位与维护处理。浙江智能制造数字采集分析
广东明睿智博针对当前智能制造中设备异构、协议多样的问题,打造了具备兼容性的工厂数字采集中间件平台,帮助企业统一管理各类设备运行数据。该平台支持接入主流PLC、工控机、DCS系统、老旧设备模拟信号等,通过统一的数据模型标准对采集信息进行整理和封装,为后端系统(MES、ERP、SCADA等)提供规范化的数据接口。明睿智博的数字采集平台还集成健康状态识别模块,自动分析设备振动、电流、电压等波动规律,提前识别潜在故障风险。平台具备自诊断、自恢复功能,即使在网络中断或设备失联情况下,也能本地缓存数据,保障生产连续性。该平台为生产现场提供稳定、实时、智能的数据通道,是实现工业互联网和智能工厂建设的关键枢纽之一。浙江智能制造数字采集分析