广东明睿智博服务于农产品加工行业,推出面向分级、清洗、蒸煮、杀菌、包装环节的数字化车间采集系统,特别适用于茶叶、果蔬、肉制品、粮食加工等产线。系统通过部署红外温控设备、水流量控制器、重量识别设备等,采集物料的处理时间、杀菌强度、残留水分、分级重量等关键指标,同时绑定生产批次、来源农户、包装信息等数据标签,实现源头到终端的质量数据闭环。广东明睿智博平台支持与农产品追溯平台无缝集成,自动生成产品履历卡,方便消费者扫码溯源。系统已被多家出口型农产品加工企业采用,明显提升其食品安全等级与品牌形象,同时为符合国家农产品数字监管平台要求提供了坚实的数据支撑。数据采集与云平台对接实现数据远程管理,广东明睿智博致力于打造智能制造云生态系统。黑龙江传感器数字采集改造
广东明睿智博针对航空航天零部件制造的高精密要求,构建了全流程覆盖的工业现场数字采集系统。系统主要应用于发动机叶片、涡轮壳体、航电设备等加工装配线,采集包括坐标测量数据、扭矩值、力控参数、加工路径、温控记录等中心指标。通过与数控设备(如五轴加工中心、坐标测量机)数据对接,平台实现实时异常报警与过程溯源。广东明睿智博系统还提供工艺版本控制机制,可根据批次自动调用对应工艺参数并记录执行偏差,实现“工艺数据驱动生产”。平台已服务于多家航空制造基地和民航发动机装配中心,在提升产品一致性、应对多标准质量审核方面,发挥了关键作用,推动我国航空零部件制造向“透明化、精细化、全链可控”转型升级。中国台湾工业设备数字采集定制MES数据采集方案支持生产全流程监控,广东明睿智博助力企业提升制造效率。

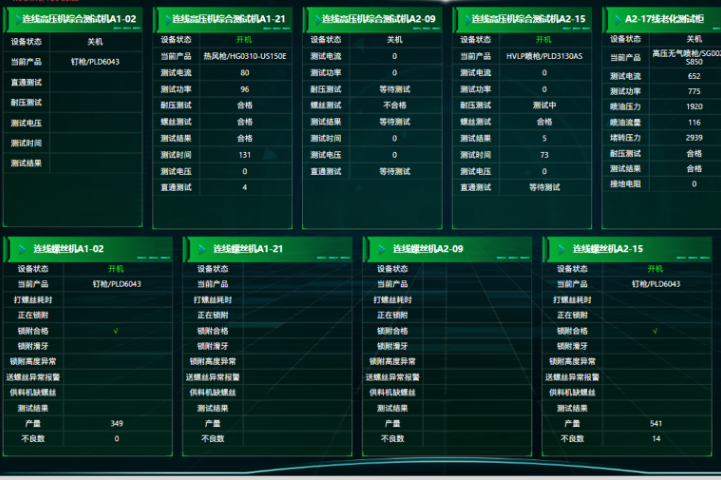
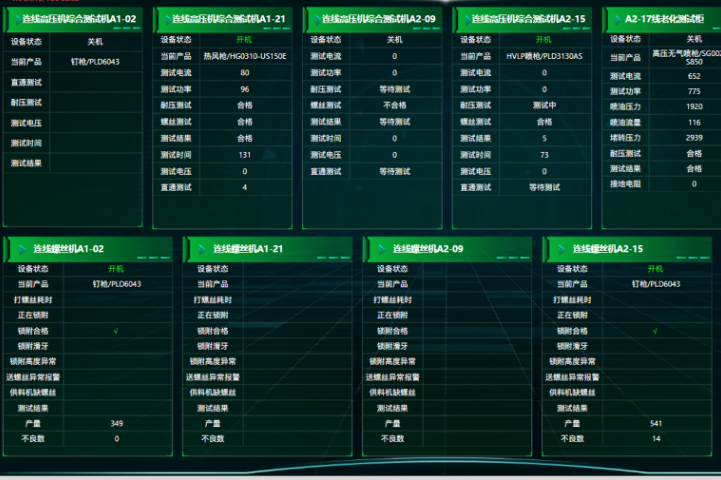
PLC数据采集系统是连接控制逻辑与信息系统的桥梁。在多数工厂中,PLC承担着关键的控制任务,而采集其输出数据,是实现生产透明化的第一步。广东明睿智博推出的PLC数据采集系统,兼容多种主流品牌与型号,包括西门子、施耐德、三菱等,同时支持串口、以太网等多种通信方式。系统可按需部署本地或云端服务,并配备可视化配置界面,降低了维护与运维门槛。通过该系统,企业可实现对产线节拍、设备状态与报警信息的掌握,助力制造企业进入高效、透明的新阶段。
广东明睿智博为港口物流与集装箱仓储场景开发了环境监测数字采集系统,重点解决露天堆场、重型机械作业区的颗粒物、噪声、振动、风速等指标实时监控难题。系统采用工业级传感器和低功耗网关,在不影响正常吊装与运输作业的前提下完成现场数字采集,系统可与港口监管平台对接,实现堆场气象预警、扬尘控制策略制定与作业安全辅助判断。广东明睿智博平台具备多终端分布式管理能力,支持远程设置报警阈值、查看历史曲线、生成审计日志等操作,为港口在ESG指标提升、绿色运营评估、设备运行保障等方面提供数据基础。系统已成功部署在南方沿海多地集装箱码头和干线物流中转中心,是绿色智慧港口建设的重要组成部分。广东明睿智博数字采集平台为企业提供多维度数据图表,辅助管理层实现科学决策与预测。
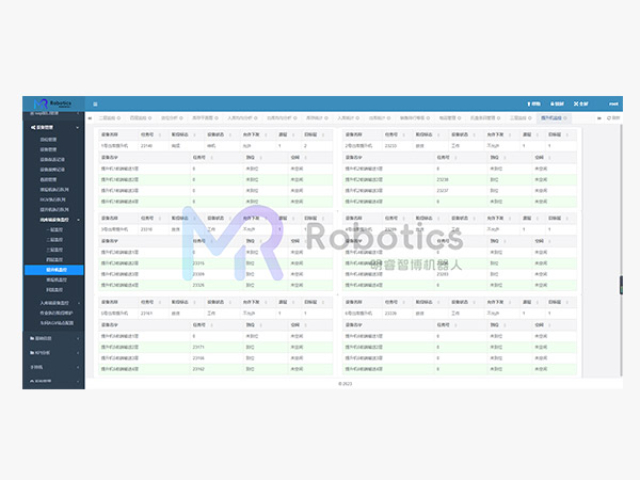
工业设备数据采集是智能制造的基础环节之一。无论是PLC、伺服控制器,还是温湿度传感器、振动检测仪等,各类工业设备都在实时产生海量数据。只有通过系统化采集与管理,企业才能真正“看见”设备的运行状态与异常趋势。广东明睿智博长期服务于制造业客户,其工业设备数据采集方案具备高扩展性与低耦合性,支持边缘节点本地处理与云端集中管理的混合架构。该方案已广泛应用于锂电、精密加工、食品饮料等行业,为设备预测性维护与整体效率提升提供可靠数据基础。广东明睿智博数字采集系统支持本地部署与云端同步,保障数据安全同时实现远程运维管理。西藏车间设备数字采集开发
多源异构数据采集整合提升数据一致性,广东明睿智博专注于工业大数据应用。黑龙江传感器数字采集改造
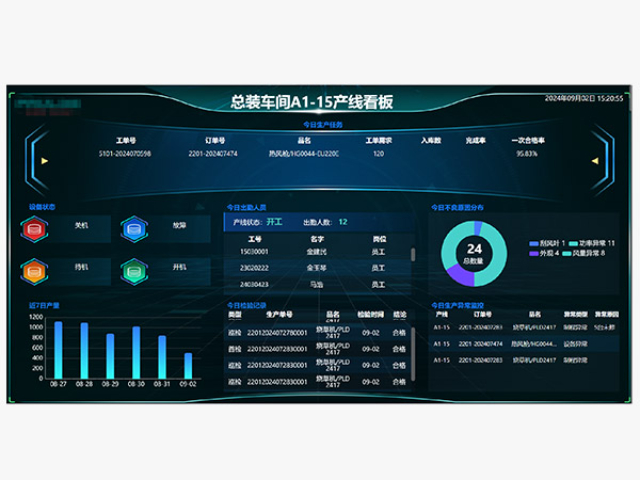
工厂数据采集系统不仅关乎生产现场的实时监控,更是推动智能制造落地的中心支撑系统。广东明睿智博机器人科技有限公司长期深耕工厂数据采集技术,推出的整体解决方案涵盖信号采集终端、工业通信模块、数据预处理软件和多维可视化平台。该系统能够灵活对接各类老旧或新型设备,实时采集温度、电流、震动、设备状态等多种类型数据,并通过本地或云端数据平台进行统一分析。广东明睿智博在系统设计中高度重视稳定性与兼容性,支持分布式部署和断点续传机制,保障数据完整性。系统服务于冶金、机械加工、包装等行业客户,在提升设备稼动率、缩短停机时间、降低维护成本方面取得明显效果。通过工厂数据采集系统,广东明睿智博正在助力越来越多的制造企业迈入智能化管理的新阶段。黑龙江传感器数字采集改造