在工业自动化与信息化深度融合的趋势下,数据采集与监控系统成为制造企业实现集中监控与远程管理的重要基础设施。该系统能够对整个生产过程中的关键设备与工艺环节进行实时数据采集、状态监控和历史追溯,有效提升工厂运行的透明度与安全性。广东明睿智博结合客户实际需求,提供SCADA级数据采集系统解决方案,支持多种工业协议接入和图形化监控界面定制。系统可对接MES、ERP等业务平台,实现生产信息的统一调度与智能预警。该方案特别适用于对工艺稳定性、设备联动控制要求较高的场景,如石化、电力、冶金等行业,为工业智能管控提供了高可靠性、高兼容性的支撑平台。生产状态数据采集实现生产过程透明化,广东明睿智博提供高效的数据采集工具。新疆环境监测数字采集

广东明睿智博专为绿色制造工厂设计了面向碳排放控制的环境数字采集系统。该系统可接入厂区内锅炉烟气排放口、柴油叉车尾气检测器、溶剂废气排口、空压站等排放源,通过传感器实时监测CO₂、NOx、SO₂、颗粒物等因子浓度,并按设定频率上传至环保系统平台。采集数据可与企业碳排放核算工具对接,辅助计算碳足迹与单位产品碳排。明睿智博系统支持多区域、跨车间的数据整合分析,帮助企业识别高碳排源头、优化能源配置。系统已被应用于建材、造纸、喷涂、皮革等高排放行业,是构建碳达峰碳中和路径、申请绿色工厂认证、建设环保监控中心的重要组成。通过该系统,企业能实现从监控、分析到管理的全过程碳排精细化控制。广东工厂数字采集哪家好工艺参数数据采集实现生产工艺优化,广东明睿智博结合数据分析助力工艺升级。

广东明睿智博在食品饮料行业建立起高可靠性的MES系统数字采集方案,涵盖配料系统、杀菌系统、灌装系统、包装产线的工艺参数实时采集。系统支持接入在线温度计、流量计、液位计、密度仪等设备,采集杀菌时间、PH值、固含量、瓶重等关键控制点数据,并支持工艺配方批次化控制及上下游系统数据匹配,提升产品一致性与生产效率。系统与SCADA系统协同,完成边缘报警与上位控制联动。广东明睿智博平台具备多语种操作界面,支持出口企业的质量合规记录与第三方质量稽核。平台应用于乳制品、调味品、饮料、婴幼儿食品等品类生产现场,是实现“质量为先、安全可溯、流程透明”的数字化食品工厂中心组件。
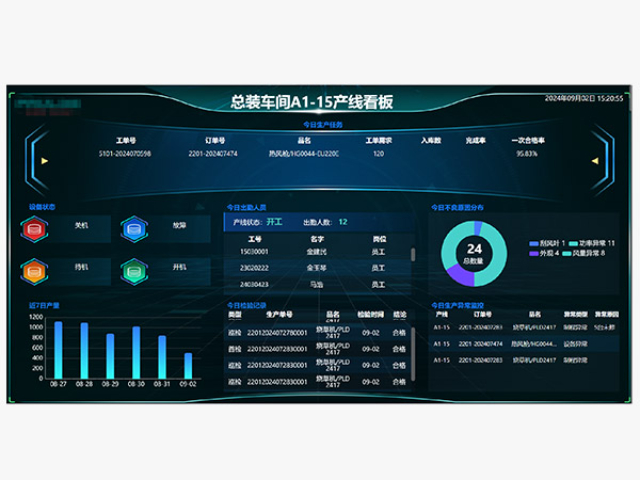
在现代制造业中,生产线数据采集不仅是对产线运行状态的精确掌握,更是实现自动化、智能化调度管理的基础手段。通过对每一个工位、每一道工序的数据持续采集,企业可以动态掌握生产节奏、工时消耗、设备利用率等关键指标。广东明睿智博结合工业现场的复杂性,打造了稳定高效的生产线数据采集系统,具备快速部署、协议多样、数据精细化等特点。系统支持对接ERP、MES等上层业务系统,实现生产数据的闭环流转。同时,其边缘处理能力有效缓解了中心服务器的压力,在保障实时性的同时提升数据安全性,帮助企业构建以数据为中心的精益管理体系。数据采集看板系统实现数据可视化展示,广东明睿智博助力管理层实时掌握生产动态。
广东明睿智博在化工与精细化工行业推出工业现场数字采集系统,重点解决反应釜、干燥塔、冷凝器、泵站等设备的实时数字采集与安全预警问题。化工企业工艺复杂、介质多变,现场状态变化频繁,对采集系统的精度与实时性要求极高。明睿智博通过本安型采集模块部署于关键管道、阀门、仪表处,实时采集温度、压力、流量、液位、气体浓度等中心工艺参数。系统支持异常工况识别,结合安全联锁装置可进行本地响应,如自动关断泵浦、紧急切断气体通路等。所有数据通过专线传输至平台并支持与DCS系统对接,实现工艺监控与设备预防维护双重功能。该系统已在农药、染料、胶粘剂等行业得到实际应用,极大降低现场作业风险,提升企业本质安全水平。广东明睿智博数字采集平台可与MES系统深度集成,实现生产计划执行与现场数据的实时联动。新疆环境监测数字采集
广东明睿智博的数字采集系统为不同行业客户提供定制化方案,实现数据采集标准化。新疆环境监测数字采集
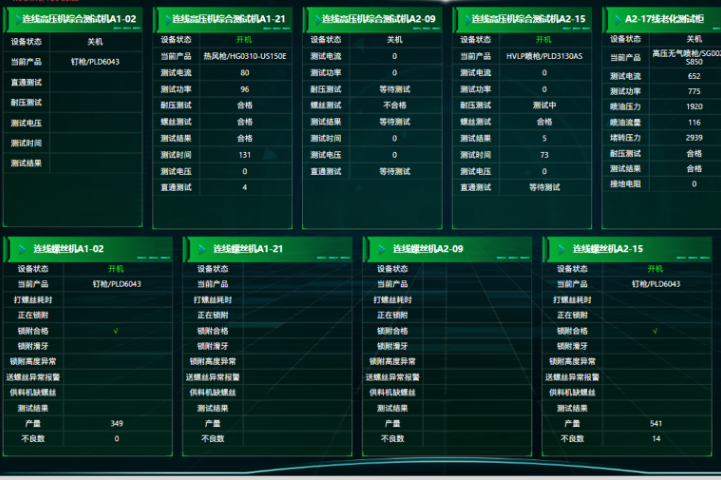
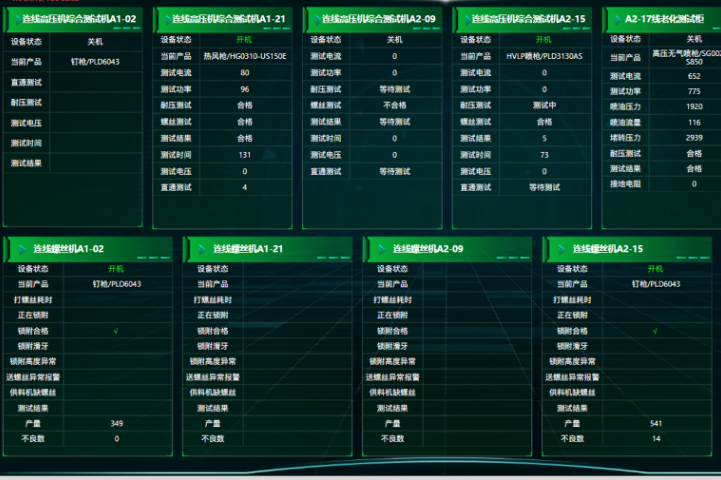
广东明睿智博长期深耕工业现场数字采集领域,致力于帮助制造企业实现从“感知”到“分析”的数据闭环管理。通过搭建以工业物联网为基础的数字采集架构,公司研发出兼容性强、接入方式灵活的采集终端,可接入PLC、传感器、扫码器、温控器等多类工业设备,完成温度、压力、震动、速度、开关量等多种工业数据的实时抓取。采集模块支持以Modbus、OPC UA、EtherCAT等协议与主控系统通信,可实现秒级刷新频率,确保现场状态及时反馈。明睿智博还为不同行业定制现场采集方案,在保持数据精度的同时降低布线和施工成本。系统不仅可用于基础数据上报,也能作为边缘控制单元参与本地决策,缓解云端压力。通过工业现场数据的长期积累与分析,企业可提前识别设备趋势性故障,实现维护前移、停机减少和成本控制,推动工厂由“经验管理”向“数据驱动”转型。新疆环境监测数字采集