- 品牌
- 司戎
- 型号
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
现代设备管理系统已突破企业边界,实现了与供应链的深度协同。系统自动生成的备件需求预测可以直接发送给供应商,实现JIT(准时制)供应。某飞机制造商通过系统与供应商共享发动机运行数据,使供应商能够预判维修需求,将备件交付周期从45天缩短至7天。系统还建立了供应商绩效评价体系,基于设备实际运行数据(如备件使用寿命、故障率等)客观评估供应商质量,指导采购决策。在全球化供应链背景下,系统的多语言支持和跨境合规管理功能尤为重要,确保不同国家的设备数据能够标准化交互。这种供应链协同使整体维护成本降低18-25%,同时显著提高了设备可用率。设备状态监控与预测性维护是智能化管理的重要功能。贵州智能设备全生命周期管理app

设备全生命周期管理系统的实施不仅是一项技术升级,更是企业数字化转型的组成部分。该系统通过打破信息孤岛,实现了设备数据在企业各部门间的无缝流动,为管理层提供了前所未有的决策支持能力。从战略层面看,系统能够量化分析设备资产的投资回报率,帮助企业优化资本支出规划。例如,某跨国制造集团通过系统分析发现,其20%的设备贡献了80%的生产价值,据此调整了设备投资策略,三年内将整体设备利用率提升35%。更重要的是,系统沉淀的设备运营数据成为企业数字资产,为后续的智能制造、工业互联网等战略实施奠定了数据基础。在数字化转型评估中,拥有完善设备管理系统的企业其成熟度评分平均高出同业42%,这充分体现了该系统在企业战略发展中的关键价值。广东手机设备全生命周期管理标准化流程和数字化工具使设备管理效率提高百分之五十以上。
设备管理系统正在解决制造业面临的技术传承难题。系统通过知识管理模块,将老师傅的经验转化为结构化知识库。某百年造船厂利用系统保存了退休**数十年的设备维修经验,新人通过AR指导就能处理复杂故障。系统还记录每次设备维修的全过程,形成案例库供学习参考。更创新的是,某些系统已具备"专业系统"功能,可以模拟**决策过程。某电力企业应用后,新人**处理故障的时间从2年缩短至6个月。系统还支持远程协作,通过AR/VR技术实现跨地域的技术支持。这些功能不仅解决了人才断层问题,更放大了企业知识资产的价值。
设备管理系统的价值已超越单纯的资产管理,延伸到产品质量管理领域。系统通过监控设备工艺参数,确保生产过程处于受控状态。某制药企业将设备管理系统与质量管理系统对接,实时监控灭菌设备的温度、压力等关键参数,任何偏离标准值的情况都会触发警报并自动隔离受影响批次。据统计,这种做法使产品不合格率下降60%。更深入的应用是,系统通过分析历史数据建立设备状态与产品质量的关联模型,能够预测可能出现的质量风险。某汽车零部件供应商利用这一功能,将因设备原因导致的质量投诉减少了80%,年节省质量成本超千万元。全流程追溯体系实现了从供应商评估到报废处置的闭环管理,某石化企业借此将备件管理效率提升55%。
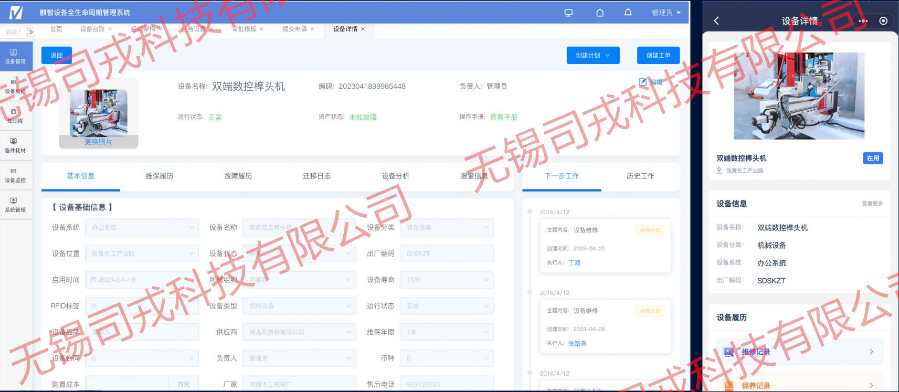
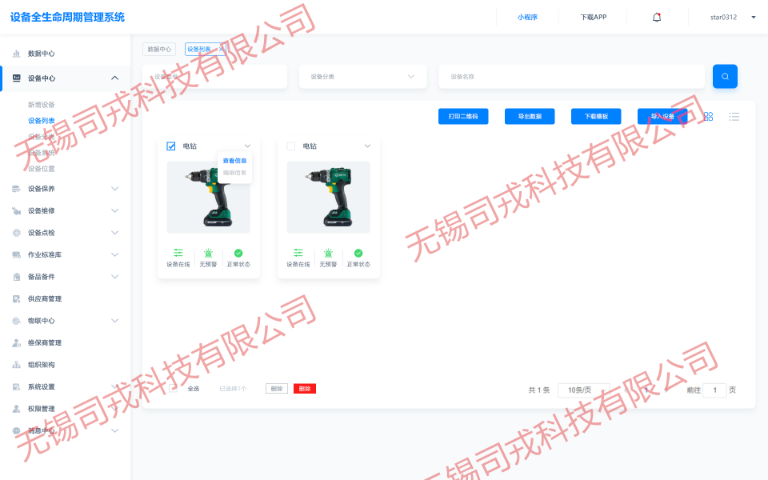
系统为每台设备建立完整的数字化档案,不仅包含基础技术参数,还通过知识图谱技术关联操作手册、维修案例、技术图纸等结构化与非结构化数据。设备档案支持三维可视化展示,用户可以360度查看设备外观,点击特定部件即可调取该部件的技术参数、常见故障及更换教程。系统具备智能文档管理功能,当设备进行技术改造时,自动保留历史版本的技术文档,并建立版本间的差异对比。更关键的是,系统通过机器学习分析海量维修记录,自动构建故障知识库,当设备出现异常时能够智能推荐相似案例的解决方案。某轨道交通企业应用后,新员工故障处理效率提升40%,平均维修时间缩短35%,技术文档检索时间从原来的15分钟降至2分钟以内。在智能制造的时代背景下,设备管理系统的智能化升级将成为工业企业提升竞争力的关键举措。枣庄移动端设备全生命周期管理app
设备数据资产化为企业决策提供了全新维度,某工程机械厂商通过分析设备运行数据,使故障率降低了40%。贵州智能设备全生命周期管理app
现代设备管理系统已从应用发展为工业互联网平台的重要组成部分。系统通过OPC UA、MQTT等标准协议与各类工业设备互联,构建了设备数字孪生体。这些实时数据通过边缘计算节点处理后上传至云端,与企业ERP、MES等系统深度集成,形成了完整的工业大数据生态。某汽车零部件工厂将设备管理系统与工业互联网平台对接后,实现了从设备状态监控到生产排程的智能联动,当预测到关键设备可能故障时,系统自动调整生产计划,将潜在损失降低90%。此外,基于工业互联网架构的设备管理系统支持跨工厂、跨地域的协同管理,集团型企业可以比较不同工厂的设备绩效,推广最佳实践。贵州智能设备全生命周期管理app
- 湖北智慧设备全生命周期管理平台 2025-09-04
- 西藏通用设备全生命周期管理软件 2025-09-04
- 重庆智能设备全生命周期管理平台 2025-09-04
- 青海通用设备全生命周期管理报价 2025-09-04
- 中国香港设备全生命周期管理app 2025-09-04
- 西藏智慧设备全生命周期管理价格 2025-09-04
- 烟台设备全生命周期管理多少钱 2025-09-04
- 云南通用设备全生命周期管理企业 2025-09-04
- 威海制造业设备全生命周期管理价格 2025-09-03
- 河北智能设备全生命周期管理哪家好 2025-09-03
- 东营一站式设备全生命周期管理软件 2025-09-03
- 临沂通用设备全生命周期管理公司 2025-09-03

