- 品牌
- 司戎
- 型号
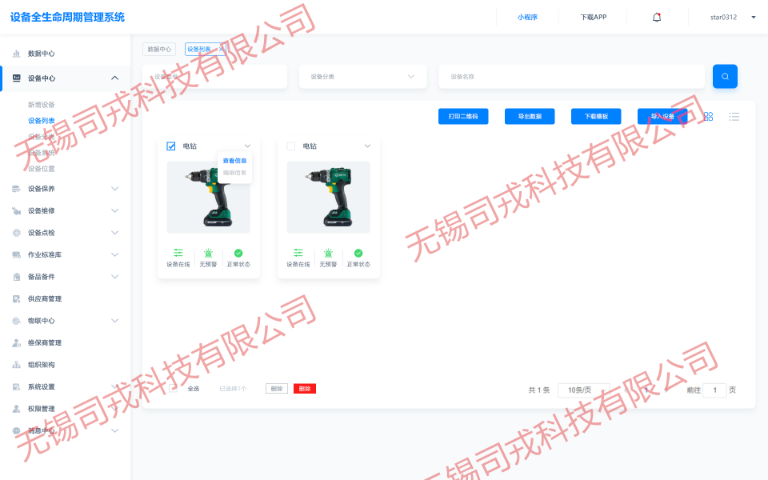
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
传统设备管理模式下,设备信息分散在各个部门,形成信息孤岛,导致管理效率低下,决策缓慢。设备全生命周期管理系统通过集成物联网、大数据、云计算等先进技术,打破了这一壁垒,实现了设备信息的集中管理和共享。无论是设备的采购、安装、使用、维护还是报废,所有信息都可在系统中一目了然,为管理者提供了、准确的决策依据。系统不仅记录了设备的基本信息,还实时监控设备的运行状态,采集关键数据,通过数据分析预测设备可能出现的故障,提前发出预警。这种一体化的管理方式,提高了设备管理的效率和准确性,降低了因信息不畅导致的管理风险。在制造业高质量发展的背景下,设备全生命周期管理系统正从辅助工具升级为重要管理平台。贵州手机设备全生命周期管理
设备全生命周期管理系统在于数据驱动。通过采集设备运行数据、维护记录、故障信息等,系统利用先进的分析算法,对设备数据进行多维度分析,揭示设备的运行规律与潜在问题。例如,系统可以分析设备的故障模式,预测故障发生的可能性,提前采取预防措施,避免突发停机造成的损失。同时,系统根据数据分析结果,为企业的设备管理决策提供科学的建议。在资源优化配置方面,系统通过分析设备的使用情况与生产需求,合理安排设备的使用,避免资源浪费,提高生产效率。例如,系统可以根据生产计划与设备状态,智能调度设备,比较大化生产效率;支持不同部门或项目之间的设备共享,提高设备的利用率。烟台企业设备全生命周期管理价格通过新一代信息技术的深度融合,设备管理系统正从辅助工具升级为重要生产系统。
设备管理系统的价值已超越单纯的资产管理,延伸到产品质量管理领域。系统通过监控设备工艺参数,确保生产过程处于受控状态。某制药企业将设备管理系统与质量管理系统对接,实时监控灭菌设备的温度、压力等关键参数,任何偏离标准值的情况都会触发警报并自动隔离受影响批次。据统计,这种做法使产品不合格率下降60%。更深入的应用是,系统通过分析历史数据建立设备状态与产品质量的关联模型,能够预测可能出现的质量风险。某汽车零部件供应商利用这一功能,将因设备原因导致的质量投诉减少了80%,年节省质量成本超千万元。
在"双碳"目标背景下,设备管理系统成为企业实现绿色制造的重要工具。系统通过精确计量设备能耗,建立碳足迹追踪模型,帮助企业识别高耗能设备。智能优化模块可以分析设备运行参数与能耗的关系,自动推荐能效提升方案。某化工企业利用系统的能效分析功能,对反应釜的温度控制曲线进行优化,年减少蒸汽消耗15万吨。系统还支持环保合规管理,自动监控废气废水处理设备的运行效率,确保达标排放。更值得关注的是,设备退役评估模块会优先推荐再制造、再利用方案,比较大限度减少废弃物产生。据统计,使用设备管理系统的企业在ESG评级中,环境维度得分平均高出同业28%。随着数字孪生、5G、区块链等技术的发展,设备管理系统将向更加智能化的方向演进。

系统通过集成各类工业传感器(振动、温度、压力、电流等),实时采集设备运行数据,并利用深度学习算法建立设备健康模型。系统能够自动识别运行参数的异常波动,根据严重程度触发多级预警(从现场声光报警到短信、邮件、企业微信等多渠道通知)。预测性维护模块通过分析历史数据,准确预测关键部件的剩余使用寿命,并智能规划维护窗口期,避免非计划停机。系统还支持维护效果回溯分析,通过对比维护前后的设备运行数据,量化评估维护工作的实际成效。某风力发电场部署该模块后,设备突发故障率下降63%,年度维护成本减少280万元,设备可用率提升至99.2%。从提升设备可靠性到优化运维成本,从保障生产安全到支持战略决策,这套系统正在展现其价值。山西手机设备全生命周期管理公司
设备管理系统作为制造企业运营支撑平台,正在经历从传统管理模式向智能化体系的升级。贵州手机设备全生命周期管理
设备的维护和保养是确保其正常运行、延长使用寿命的关键。设备全生命周期管理系统通过智能化维护计划,实现了设备的预防性维护,减少了突发故障的发生。系统根据设备的运行数据和历史维护记录,智能生成维护计划,提醒维护人员按时进行维护保养,确保设备始终处于比较好状态。同时,系统还具备故障诊断和预警功能,一旦发现设备运行异常,立即发出预警,通知维护人员及时处理。这种智能化的维护方式,不仅降低了维护成本,还提高了设备的可靠性和稳定性,延长了设备的使用寿命。贵州手机设备全生命周期管理
- 湖北智慧设备全生命周期管理平台 2025-09-04
- 西藏通用设备全生命周期管理软件 2025-09-04
- 重庆智能设备全生命周期管理平台 2025-09-04
- 青海通用设备全生命周期管理报价 2025-09-04
- 中国香港设备全生命周期管理app 2025-09-04
- 西藏智慧设备全生命周期管理价格 2025-09-04
- 烟台设备全生命周期管理多少钱 2025-09-04
- 云南通用设备全生命周期管理企业 2025-09-04
- 威海制造业设备全生命周期管理价格 2025-09-03
- 河北智能设备全生命周期管理哪家好 2025-09-03
- 东营一站式设备全生命周期管理软件 2025-09-03
- 临沂通用设备全生命周期管理公司 2025-09-03

