- 品牌
- 司戎
- 型号
- 设备全生命周期管理
- 适用行业
- 机械,化工,交通,纺织,医疗
- 版本类型
- 单机版,网络版,手机版
- 语言版本
- 简体中文版
设备全生命周期管理系统通过采集和分析设备运行过程中的大量数据,为企业提供了的数据支持和决策参考。管理者可根据数据分析结果,了解设备的运行状况、维护成本、使用效率等关键指标,发现存在的问题和不足,及时调整管理策略。例如,通过数据分析,企业可发现哪些设备的故障率较高,哪些设备的维护成本较高,从而有针对性地进行设备更新或改造。同时,系统还可根据生产需求和设备状态,智能调度设备,优化资源配置,提高生产效率。未来,随着5G、边缘计算等技术的发展,设备管理系统将向更智能、更自主的方向持续演进。陕西一站式设备全生命周期管理系统
现代智能工厂中,设备管理系统已成为连接物理世界与数字世界的枢纽。系统通过工业物联网技术实时采集设备数据,并与MES、ERP等系统深度集成,构建了完整的数字化生产体系。在某个投资50亿元的智能工厂案例中,设备管理系统接入了8000多个数据采集点,每秒处理超过2万条设备状态信息。系统不仅监控设备运行状态,更能基于实时数据动态调整生产参数,实现"感知-分析-决策-执行"的闭环控制。例如,当检测到某台CNC机床刀具磨损加剧时,系统会自动调整切削参数并安排备用机床接替生产,确保生产连续性。这种智能化水平使该工厂的设备综合效率(OEE)达到92%,远超行业平均水平。吉林移动端设备全生命周期管理服务在制造业高质量发展的背景下,设备全生命周期管理系统正从辅助工具升级为重要管理平台。
实施设备管理系统往往会引发企业组织架构和工作方式的深刻变革。传统的"救火式"维修模式转变为预防性、预测性维护体系,这要求企业建立专门的设备可靠性工程团队。系统提供的透明化数据打破了部门壁垒,使生产、维护、采购等部门能够基于同一数据源协作决策。某食品加工企业引入系统后,将分散在各工厂的设备维护人员整合为共享服务中心,效率提升40%。同时,系统积累的设备知识库降低了企业对个别技术的依赖,新人培养周期缩短60%。这种组织变革不仅提升了运营效率,更培育了数据驱动的企业文化,为企业持续改进提供了机制保障。
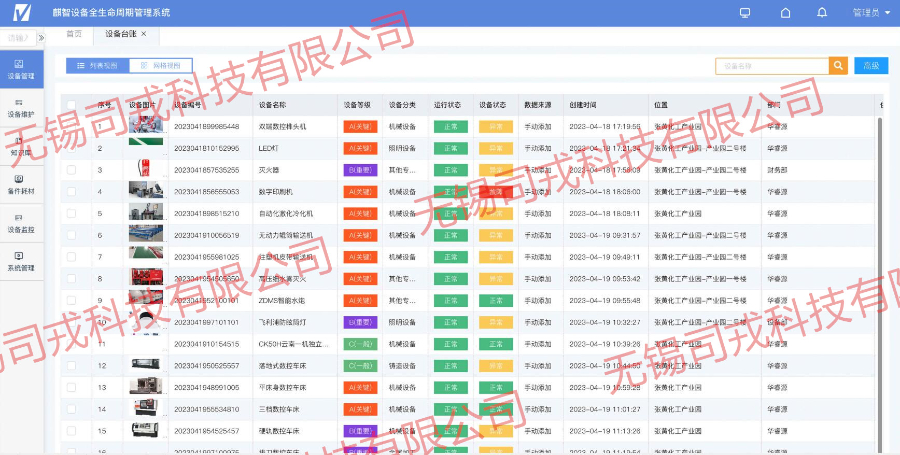
设备全生命周期管理系统涵盖了设备从采购、安装、使用、维护到报废的整个生命周期。在采购阶段,系统可根据企业的生产需求和预算,进行设备选型和供应商评估,确保采购到性价比高、质量可靠的设备。安装调试阶段,系统可提供详细的安装指导和技术支持,确保设备顺利投入使用。在使用阶段,系统实时监控设备的运行状态和性能参数,通过数据分析预测设备可能出现的故障,提前安排维护,避免设备突发故障导致的生产中断。维护阶段,系统智能生成维护计划,提醒维护人员按时进行维护保养,记录每次维护的详细信息,形成设备的健康档案,为后续的维护和故障排查提供重要参考。报废阶段,系统可对设备的报废进行评估和管理,确保设备在报废后得到妥善处理,符合环保要求。在经济效益方面,通过优化维护策略和备件管理,企业运维成本可降低30%-40%。

系统内置完整的法规库(包括特种设备安全法、压力容器监察规程等行业特定要求),自动监控设备检验检测周期,提前预警即将到期的项目。许可证管理模块跟踪特种设备操作证、安全阀校验报告等文件的时效性,确保合规运营。审计追踪功能详细记录所有关键操作(如参数修改、权限变更等),支持区块链存证以满足严格的合规要求(如FDA 21 CFR Part 11)。风险控制模块通过分析设备故障模式、维修历史等数据,识别高风险设备并给出改进建议。某制药企业应用后,顺利通过FDA审计,合规相关人力成本降低65%,设备相关安全事故实现零发生。工业设备管理的智能化转型是制造业高质量发展的必然要求。吉林移动端设备全生命周期管理服务
设备全生命周期管理系统必将在企业数字化转型中发挥更加关键的作用,成为智能制造时代不可或缺的管理工具。陕西一站式设备全生命周期管理系统
设备管理系统构建了风险防控体系。通过实时监测设备状态参数,系统能够早期识别潜在故障,避免重大安全事故。某炼油厂的关键压缩机振动值出现异常波动时,系统提前72小时发出预警,避免了可能造成上千万元损失的设备损毁事故。系统还建立了完整的设备变更管理流程,任何参数调整都需要经过多级审批和影响评估,确保变更安全。在业务连续性管理方面,系统维护着关键备件的应急储备方案,当突发事件发生时可以快速启动备用设备网络。保险企业已经开始认可设备管理系统的风险防控价值,使用系统的工厂其财产保险费率可获得15-20%的优惠。陕西一站式设备全生命周期管理系统
- 湖北智慧设备全生命周期管理平台 2025-09-04
- 西藏通用设备全生命周期管理软件 2025-09-04
- 重庆智能设备全生命周期管理平台 2025-09-04
- 青海通用设备全生命周期管理报价 2025-09-04
- 中国香港设备全生命周期管理app 2025-09-04
- 西藏智慧设备全生命周期管理价格 2025-09-04
- 烟台设备全生命周期管理多少钱 2025-09-04
- 云南通用设备全生命周期管理企业 2025-09-04
- 威海制造业设备全生命周期管理价格 2025-09-03
- 河北智能设备全生命周期管理哪家好 2025-09-03
- 东营一站式设备全生命周期管理软件 2025-09-03
- 临沂通用设备全生命周期管理公司 2025-09-03


