- 品牌
- 苏州正和铝业有限公司
- 型号
- 齐全
- 是否定制
- 是
电动汽车储能系统,一般采用液冷技术。目前中大型储能系统,也开始采用液冷技术。储能系统主要指电池储能系统,一般是由电池系统、PCS系统、BMS系统、监控系统等组成。其中电池系统由电池单体经过串并联组成,按照目前常见的40尺,大约需要120Ah的电芯6510个,280Ah的电芯2790个,数千个电芯堆放在一起工作,而储能系统充放电效率约为90%左右,运行时会产生大量的热量,这些热量需要及时散发出去,否则会影响电池寿命甚至出现热失控进而带来火灾风险。目前储能领域温控技术主要包含风冷和液冷两种。风冷散热技术是从空调延伸过来的,液冷技术则是从电动汽车借鉴而来。风冷散热通过风扇将电芯产生的热量带到外部,液冷散热通过冷却液对流换热,可以对每一个电芯进行精细温度管理。储能系统**早普遍采用风冷技术,因为该技术结构简单、技术成熟、成本低廉,可实现快速交付部署,但风冷系统体积较大,受外部环境影响较大,在系统安全、效率和经济性方面存在不少难题。弯管公司的联系方式。中国澳门品质弯管生产

弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。引起弯管质量下降的主要原因分析及注意方法:1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。内蒙古特殊弯管销售哪家公司的弯管的品质比较好?

实践中有许多不同的弯管工艺,从不同的角度出发可以有多种不同的分类。工程中通常按弯管时加热与否分为冷弯和热弯,根据弯曲时有无填充物分为有芯弯管和无芯弯管.不锈钢管特别是薄壁不锈钢管弯曲都采用冷弯法。冷弯法是在常温下使管子弯曲成形,由于用弯管机弯管时不用加热,对弯曲不锈钢管、铝管及铜管更为适宜。常用的冷弯法有滚压弯曲、拉绕弯曲、推绕弯曲以及压力弯曲等,现主要介绍拉绕弯曲成形中管件的相关问题。一般情况下,冷弯的弯曲半径应不小于管子直径的1.5倍。由于管子具有一定的弹性,当弯曲时施加的外力消除后,管子会弹回一个角度,在弯曲时必须要有一定过弯量。回弹量的大小与管子材料的机械性能、壁厚以及弯曲半径大小有关,一般铜管弯制时回弹角大约为2度~4度。
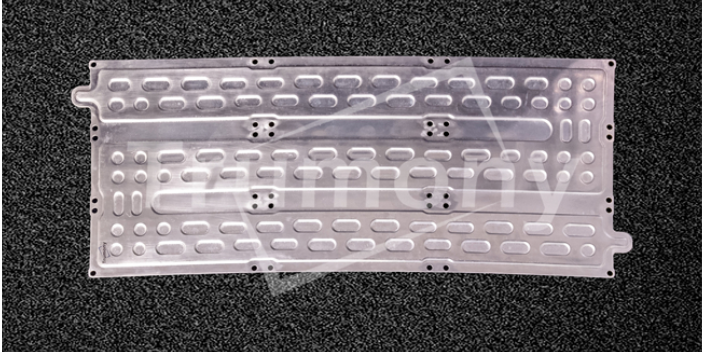
液冷板冲压结构设计本文以某电池模组的液冷单元为研究对象,液冷单元主要由液冷板、导热垫、电池模组以及其他的辅助部件组成,如图1所示。电池模组采用VDA标准设计尺寸,每4个电池单体组成一个模组,然后采用1并4串的连接方式。液冷板冲压结构如图2所示,由上冷板和下冷板焊接组成,上冷板通过导热垫与电池模组底部直接贴合,下冷板为带有流道的冲压结构。为了满足散热均匀性的要求,下冷板采用中心回转式对称结构设计,一共有9个流道,根据散热要求可设计为不同的宽度和深度。液冷板材料采用3003铝合金,铝板厚度为1.5mm,采用冲压工艺一次性成形,适合于大批量生产。正和铝业致力于提供弯管 ,有想法的不要错过哦!

(5)套接字连接:用于埋地,如铸铁管,陶瓷,石棉水泥管或管件,阀连接,采用石棉水泥,沥青玛蒂脂,水泥砂浆等作为密口。(6)承插粘接:适用于企业各种塑料管(如ABS管,钢管进行玻璃等)与管或阀门及管件的连接。将粘合剂涂在插入管的外表面上,然后通过插入承口,经固化后即成为了一体,方便施工管,密性好。(7)卡箍连接:金属管与金属管件或非金属管件与阀件的连接,中间有垫片,便于施工和拆卸。通常用于仪器,控制系统等。(8)夹紧连接:用于清洗材料,具有拆装方便,可靠性高,经久耐用,经济的优点。哪家弯管的质量比较好。甘肃放心选弯管销售
弯管 ,就选正和铝业,让您满意,期待您的光临!中国澳门品质弯管生产
拉绕弯曲是将管材夹紧在弯曲模上,随弯曲模—起转动,当管材被拉过压块时,压块即将管材绕弯在弯曲模上,属于成形模弯曲工艺。随着数控机床业的发展,采用先进的数控弯管机床实现绕弯工艺可以提高生产效率,保证产品质量。由于可以方便地调节工艺参数,数控弯管机能既准确又稳定地完成校直、校圆、送料、弯曲等动作,保证了管制件的弯曲准确度。但是弯曲铜管的质量对工艺参数更敏感,因此要求有充分的前期准备和试制工作,尤其是弯制薄壁铜管,如果工艺参数选择不当,则很容易出现起皱现象,导致零件报废。如何高效准确地获取这些工艺参数,充分保证弯管产品质量,是数控绕弯工艺的研究热点。在拉绕弯曲中,芯棒相对于弯曲点的位置非常重要,芯棒相对于弯曲点超前一定位置(芯棒工作端进入管子弯曲段)虽可使椭圆度减小,但当芯棒超前太多时就会增加管壁减薄量,所以芯棒的位置要在弯曲试样3~4个后确定。此外,还应考虑弯曲厚壁管时芯棒必然往后移动,弯曲薄壁管时芯棒必然往前移动的特点。中国澳门品质弯管生产

- 中国台湾储能电池包弯管批量定制 2024-04-22
- 河北放心弯管加工 2024-04-22
- 中国澳门品质弯管生产 2024-04-22
- 中国香港动力电池包弯管价格 2024-03-10
- 西藏特殊弯管加工 2024-03-09
- 辽宁加工弯管设计 2024-03-09
- 内蒙古特殊弯管交期 2024-03-09
- 陕西放心弯管价格合理 2024-03-09