- 品牌
- Microhesion
- 型号
- AnSn TLP
- 是否定制
- 是
AgSn 合金的熔点是其重要的物理性质之一。与传统的一些焊料相比,AgSn 合金的熔点偏高,这一特性使其不适用于替代 Sn-Pb 共晶焊料,但却成为替代含铅高温焊料的主要候选材料。在实际应用中,其熔点特性使得 AgSn 合金 TLPS 焊片能够在较高温度的工作环境中保持稳定的连接性能。例如在汽车电子的发动机控制模块中,发动机舱内的高温环境对焊接材料的耐温性能提出了严格要求,AgSn 合金焊片凭借其较高的熔点和良好的高温稳定性,能够确保电子元件之间的可靠连接,保障发动机控制模块的正常运行。耐高温焊锡片表面形成氧化膜。使用扩散焊片(焊锡片)供应
在接头性能上,TLPS 焊片展现出明显的优势。由于其采用瞬时液相扩散连接工艺,能够在接头处形成均匀、致密的金属间化合物层,从而提高接头的强度和韧性。在一些航空航天领域的应用中,对焊接接头的强度和可靠性要求极高,TLPS 焊片形成的接头能够承受更大的机械应力和振动,有效保障了航空航天设备的安全运行。而传统焊片在接头处可能存在气孔、夹杂等缺陷,导致接头强度降低,在复杂工况下容易发生断裂。在适用场景方面,TLPS 焊片适用于大面积粘接,可焊接 Cu,Ni,Ag,Au 界面,这使其在电子封装、电力电子等领域具有广泛的应用前景。使用扩散焊片(焊锡片)供应TLPS 焊片冷热循环可达 3000 次。
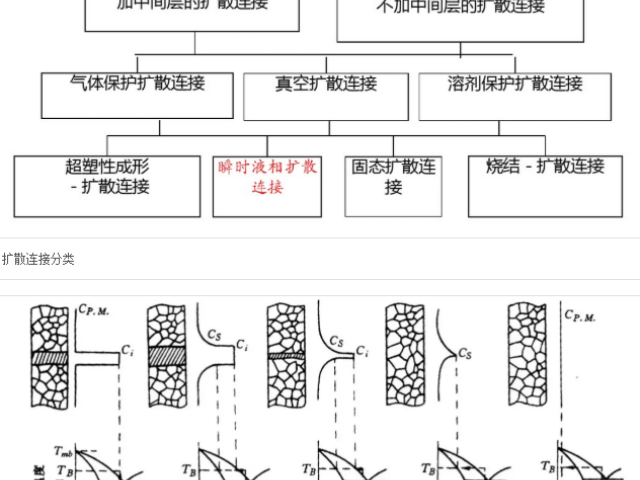
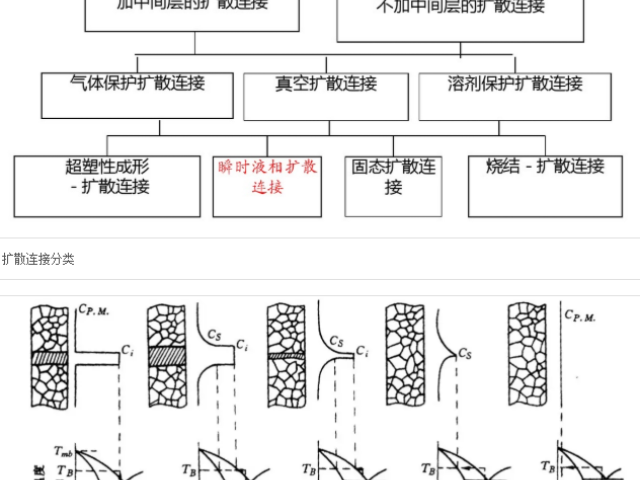
液相形成并充满整个焊缝缝隙后,进入等温凝固阶段。在保温过程中,液 - 固相之间进行充分的扩散。由于液相中使熔点降低的元素(如 Sn 等)大量扩散至母材内,同时母材中某些元素向液相中溶解,使得液相的熔点逐渐升高。随着低熔点成分的减少,当液相的熔点高于连接温度后,液相逐渐消失,界面全部凝固而形成固相。这一过程被称为等温凝固,它确保了接头在凝固过程中能够保持均匀的结构和性能。等温凝固形成的接头,成分还不是很均匀,为了获得成分和组织均匀化的接头,需要继续保温扩散。这个过程可在等温凝固后继续保温扩散一次完成,也可以在冷却以后另行加热分段完成。
在硬度方面,AgSn 合金相较于纯 Sn 有明显提升 。这种较高的硬度使得焊接接头具备更好的耐磨性和抗变形能力,从而提高了整个焊接结构的稳定性和使用寿命。在汽车发动机的电子控制系统中,焊点需要经受长期的机械振动和高温环境,AgSn 合金的高硬度特性能够保证焊点在这种恶劣条件下不易磨损和变形,确保系统的可靠运行。AgSn 合金具备低温焊、耐高温特性的内在原因主要与其成分和晶体结构相关 。Sn 的低熔点特性是实现低温焊接的基础,而 Ag 的加入不仅提高了合金的强度和硬度,还增强了合金的耐高温性能。在高温环境下,Ag 原子与 Sn 原子之间形成的化学键能够有效抵抗热运动的破坏,使得合金能够保持稳定的结构和性能,从而实现耐高温的要求。TLPS 焊片避免母材过度熔化。
在等温凝固阶段,随着保温时间的延长,液相中的元素会向被焊接材料和未熔化的合金基体中扩散。由于扩散作用,液相的成分发生变化,熔点逐渐升高,当温度保持不变时,液相会逐渐凝固,形成固态的焊接接头。在成分均匀化阶段,凝固后的焊接接头中元素分布可能不均匀,通过进一步的扩散,使接头中的成分趋于均匀,从而提高接头的性能。温度、压力、时间等工艺参数对焊接质量有着有效的影响。温度过高可能会导致合金过度熔化,影响接头性能;温度过低则无法形成足够的液相,导致焊接不牢固。适当的压力可以促进液相的流动和扩散,提高接头的结合强度,但压力过大可能会使被焊接材料产生变形。时间过短,液相形成和凝固不充分,接头强度低;时间过长则可能导致晶粒粗大,降低接头性能。扩散焊片连接多种金属界面可靠。使用扩散焊片(焊锡片)供应
TLPS 焊片加热速率影响固化均匀。使用扩散焊片(焊锡片)供应
与传统焊片相比,TLPS 焊片在多个方面具有明显的优势。在焊接温度方面,传统焊片往往需要较高的焊接温度,这可能会对被焊接材料造成热损伤,而 TLPS 焊片采用 250℃固化,属于低温焊接,能够有效保护被焊接材料。在接头性能方面,TLPS 焊片形成的焊接接头具有更高的强度和韧性,且耐高温性能优异,可耐受 450℃的高温,而传统焊片的耐高温性能相对较差,在高温环境下容易出现软化、失效等问题。与传统焊片相比,TLPS 焊片在多个方面具有明显的优势。在焊接温度方面,传统焊片往往需要较高的焊接温度,这可能会对被焊接材料造成热损伤,而 TLPS 焊片采用 250℃固化,属于低温焊接,能够有效保护被焊接材料。在接头性能方面,TLPS 焊片形成的焊接接头具有更高的强度和韧性,且耐高温性能优异,可耐受 450℃的高温,而传统焊片的耐高温性能相对较差,在高温环境下容易出现软化、失效等问题。使用扩散焊片(焊锡片)供应
- 清洗扩散焊片(焊锡片)互惠互利 2025-10-27
- 常见的扩散焊片(焊锡片)哪里买 2025-10-27
- 哪里扩散焊片(焊锡片)要求 2025-10-25
- 生活中扩散焊片(焊锡片)型号 2025-10-25
- 扩散焊片(焊锡片)怎么用 2025-10-24
- 简介扩散焊片(焊锡片)值多少钱 2025-10-24
- 学生用的扩散焊片(焊锡片)定制价格 2025-10-22
- 身边的扩散焊片(焊锡片)有哪些 2025-10-22