- 品牌
- 凯华物流科技
- 型号
- 齐全
- 是否有盖
- 是
- 类型
- 通用型,斜插型,可堆式周转箱,折叠型,万通板周转箱,防静电周转箱,导电周转箱,可插式周转箱,带铁环反转套叠箱
- 是否有轮
- 无
- 是否导电
- 否
- 供货类型
- 可定制
- 加印LOGO
- 可以
- 加工定制
- 是
- 材质
- 塑料
- 载荷
- 25
- 适用范围
- 用于物流中转,食品装运,仓储堆垛,电商快销
- 是否跨境货源
- 否
- 厂家
- 凯华物流科技
- 产地
- 浙江,山东,安徽,广州
- 颜色
- 黑色,灰色,白色,蓝色,黄色,红色,绿色
- 农用周转箱
- 11
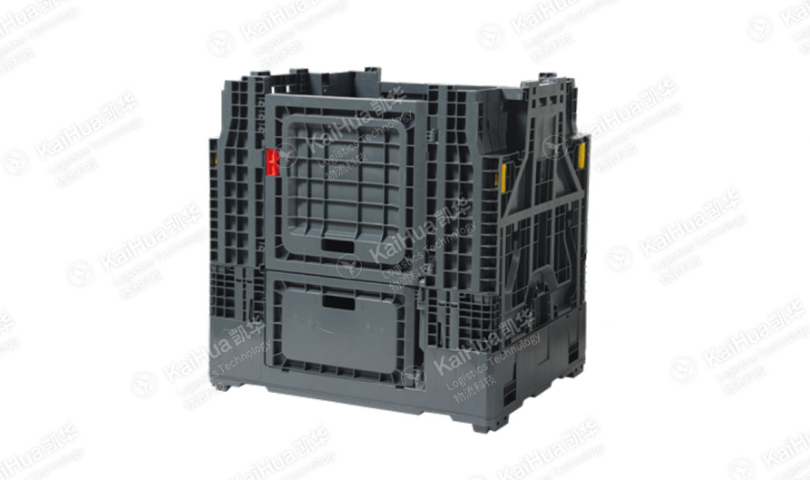
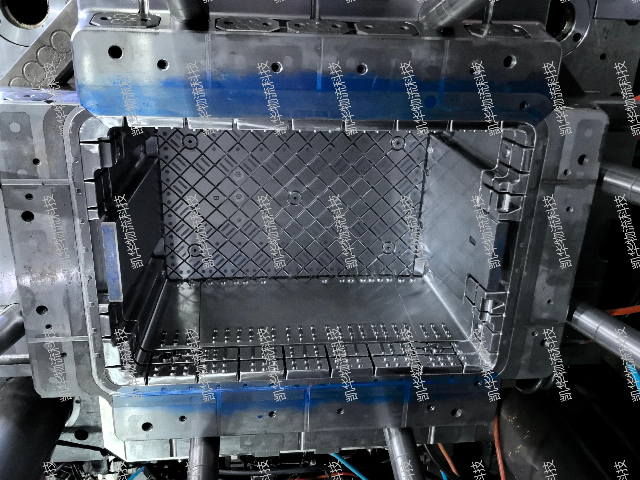
周转箱的定制化模具开发流程:定制周转箱的模具开发需经历严谨的工程设计阶段。首先运用 CAD/CAM 软件进行三维建模,通过 Moldflow 模流分析预测熔体流动、收缩变形等问题。模具材料选用 H13 热作模具钢,经真空淬火处理后硬度达到 HRC52-56。模具冷却系统采用随形冷却技术,通过 3D 打印制作冷却水道,使冷却效率提升 30%,成型周期缩短 25%。在开发异形周转箱模具时,采用组合式镶件结构,可减少 70% 的模具修改成本,使定制化生产周期从传统的 60 天压缩至 35 天。折叠周转箱,收放自如,节省仓储与运输空间。斜插周转箱保护

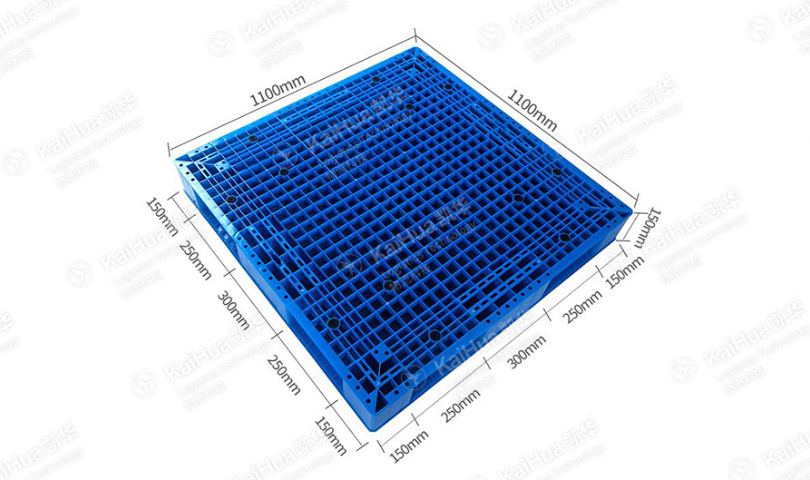
斜插式周转箱的独特结构在空间利用和堆叠稳定性上具有明显优势。其侧壁采用 45° 斜插设计,这种角度经过大量力学试验验证,既能保证空箱套叠时的紧密配合,又能实现满载时的稳定堆叠。当箱体堆叠时,上层箱体的斜口与下层箱体的凸棱形成嵌入式连接,经测试,这种结构使堆叠摩擦力增加 2.8 倍,在 8 层堆叠状态下,比较低层箱体承受 400kg 载荷时,对角线变形量* 3.1mm,完全符合 GB/T 4995 标准要求。在空间利用方面,斜插式周转箱空箱存放时可套叠收纳,相比普通周转箱节省 75% 的仓储空间。以 1000 只 600×400×280mm 周转箱为例,普通周转箱存放需占用 56m³ 空间,而斜插式周转箱需 14m³。在食品饮料行业的应用中,斜插式周转箱配合自动化分拣线使用,分拣效率提高 35%,同时减少了人工搬运过程中的碰撞损耗。其标准化设计还可与托盘、货架实现无缝对接,是现代物流单元化作业的理想选择。斜插周转箱保护周转箱智能调度,优化资源,提升周转效率。

为满足大批量生产需求,我们擅长设计多腔模具。通过 Moldflow 模流分析优化流道布局,采用热流道与冷流道结合的复合系统,确保各型腔熔体填充平衡。以 8 腔周转箱模具为例,通过控制流道尺寸,使各型腔填充时间差异小于 0.5 秒,产品重量偏差控制在 ±1% 以内。优化冷却系统设计,为每个型腔配置回路,采用随形冷却技术贴合产品轮廓。在生产大型周转箱时,冷却效率提升 30%,成型周期缩短至 45 秒,相比单腔模具,日产能提高 7 倍,帮助客户快速满足市场订单需求。
为确保模具质量的可追溯性,我们构建了完善的质量追溯体系。从原材料采购环节开始,对每批次钢材进行严格的质量检验,记录钢材的生产厂家、炉号、化学成分、力学性能等信息,并将这些信息录入数据库。在模具加工过程中,每道工序的操作工人、加工设备、加工参数等信息都进行详细记录。试模过程中的各项检测数据、优化调整记录也完整保存。当客户在使用过程中出现质量问题时,我们可以通过模具编号快速调取相关生产记录,追溯问题源头,无论是材料问题、加工工艺问题还是设计缺陷,都能及时准确地找到原因,并提供有效的解决方案,增强客户对我们产品质量的信心。周转箱易拆卸结构,清洗维护轻松便捷。

我们为客户提供成本核算透明化服务,让客户清楚了解模具费用构成。在项目报价阶段,详细列出模具设计费用、材料费用、加工费用、表面处理费用、试模费用等各项明细。对于材料费用,提供钢材的市场价格参考依据,并说明钢材选型的理由;加工费用则根据加工工艺的复杂程度、加工设备的使用时间等因素进行精确计算。在模具生产过程中,如果因客户需求变更导致成本增加,我们会及时与客户沟通,提供变更前后的成本对比分析,征得客户同意后再进行调整。通过这种透明化的成本核算服务,让客户对模具投资心中有数,避免出现不必要的费用纠纷,建立良好的客户合作关系。周转箱多规格尺寸,满足多样化使用需求。斜插周转箱保护
周转箱抗老化处理,延长使用时长,降低成本。斜插周转箱保护
折叠周转箱的空间压缩比研究:折叠周转箱通过独特的联动式铰链结构实现高效折叠。其折叠过程涉及机械运动学与材料疲劳测试的双重考量。当箱体折叠时,铰链处采用偏心轴设计,使折叠力臂缩短 40%,操作人员只需施加 8-10N 的力即可完成折叠动作。经 10 万次折叠循环测试,关键部位的疲劳裂纹扩展速率控制在 0.01mm / 千次以下。空箱折叠后,体积压缩比可达 1:5,以 600×400×300mm 规格周转箱为例,折叠后厚度约为 80mm,在物流回程空载阶段,车辆装载率可提升 300%,大幅降低运输能耗。斜插周转箱保护
浙江靖凯模塑科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的包装中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同浙江靖凯模塑科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
随着物流行业自动化程度不断提升,对周转箱的自动化适配性要求也越来越高。我们在模具设计阶段就充分考虑自动化生产需求,针对与 AGV、机械抓手、自动化分拣线等设备配合的部位进行精细设计。对于周转箱底部的定位卡槽,模具设计时严格控制其尺寸精度与表面粗糙度,卡槽深度误差控制在 ±0.1mm,表面粗糙度 Ra≤0.8μm,确保 AGV 顶升过程中稳定可靠。在箱体侧面条码扫描窗口部位,模具采用镜面抛光工艺,使窗口表面反光率达到≥85%,保证在高速运动状态下条码识别率超过 99.9%。此外,模具设计还预留机械抓手抓取结构的成型空间,通过优化脱模角度与圆角过渡,使周转箱成型后无需二次加工即可满足自动化抓取要求...