- 品牌
- 凯华物流科技
- 型号
- 齐全
- 是否有盖
- 是
- 类型
- 通用型,斜插型,可堆式周转箱,折叠型,万通板周转箱,防静电周转箱,导电周转箱,可插式周转箱,带铁环反转套叠箱
- 是否有轮
- 无
- 是否导电
- 否
- 供货类型
- 可定制
- 加印LOGO
- 可以
- 加工定制
- 是
- 材质
- 塑料
- 载荷
- 25
- 适用范围
- 用于物流中转,食品装运,仓储堆垛,电商快销
- 是否跨境货源
- 否
- 厂家
- 凯华物流科技
- 产地
- 浙江,山东,安徽,广州
- 颜色
- 黑色,灰色,白色,蓝色,黄色,红色,绿色
- 农用周转箱
- 11
户外使用的周转箱需具备优异的耐候性能,以抵御紫外线、雨水、高低温等环境因素的侵蚀。在材料改性方面,添加紫外线吸收剂和受阻胺光稳定剂(HALS)是较为常用的方法。紫外线吸收剂可吸收 290-400nm 的紫外线,将光能转化为热能散失,HALS 则通过捕获自由基,抑制光氧化反应。经 500 小时氙灯老化测试,添加复配助剂的周转箱拉伸强度保留率达 85%,而未处理样品为 50%。表面处理工艺对耐候性提升也至关重要。粉末喷涂工艺形成的涂层厚度 80-100μm,具有良好的耐候性和耐磨性。在涂层配方中添加纳米二氧化钛,可增强涂层的抗紫外线能力和自清洁性能。在沿海高盐雾环境下,采用镀锌 + 喷涂的复合处理技术,锌层厚度≥8μm,提供电化学保护,涂层则隔绝腐蚀介质,使周转箱的防护寿命延长至 5 年以上。此外,通过设计排水孔和通风结构,可避免箱体内部因冷凝水积聚导致的腐蚀问题。食品级周转箱,安全材质,守护食材新鲜卫生。北京周转箱节能标准

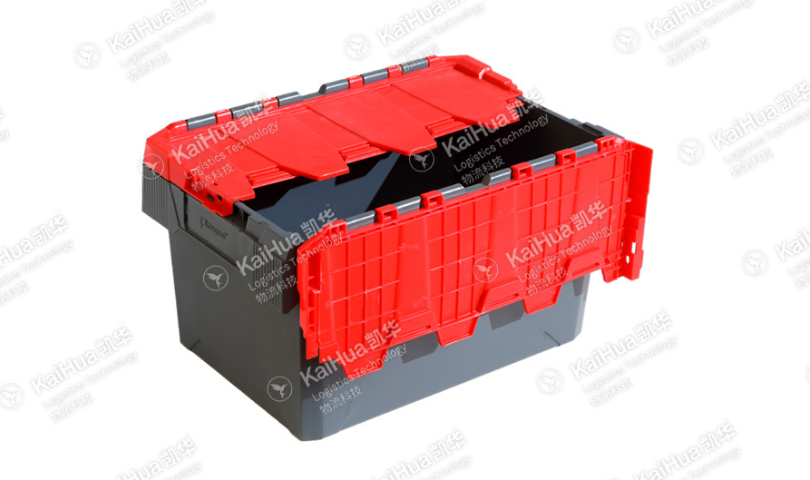
EPO系列欧标尺寸内倒式折叠周转箱选用100%全新改性PP生产,耐油、酸、碱,输送音低,适应环境温度(-25℃至+80℃)。主要应用于汽车制造、医药、家电、商业流通、配送及仓储领域,使产品周转便捷、堆放整齐、便于管理。合理的设计,成熟的品质,使其适用于企业物流中的运输、储存、流通加工等闭环回路配送系统。与多种物流容器和工位器具配合,用于各类仓库、生产现场等多种场合。与T11日本标准托盘配合可实现机械化搬运,是现代物流通用化、一体化管理的必备品。浙江周转箱厂家电话周转箱多功能用途,广泛应用于各行业领域。

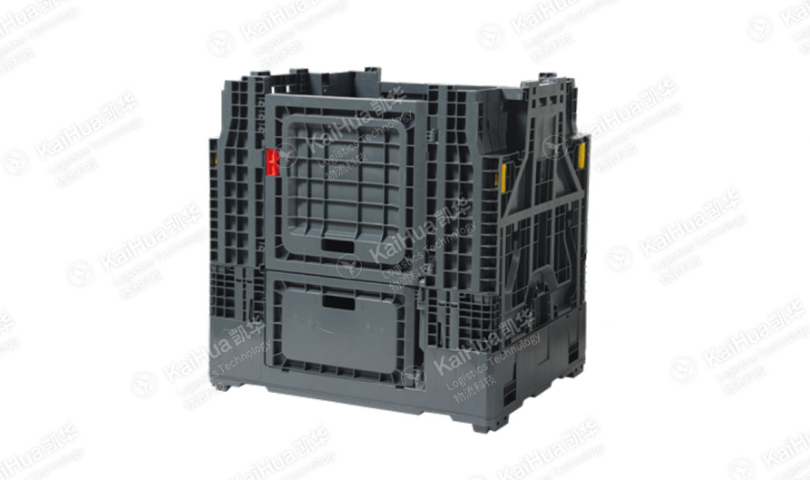
可折叠周转箱是公司专门引进欧洲模具、开发生产物流管理必备品。产品采用国际流行款式,折叠后的体积只有组立时体积1/4-1/3,具有重量轻、占地少、组合方便等优点。在各大连锁超市、24小时便利店、大型配送中心、百货商场、食品加工等闭环回路配送系统中使用。产品有400*300mm、600*400mm系列等多种规格。与多种物流容器和工位器具配合,用于各类仓库、生产现场等多种场合。与1208型、1210型欧洲标准托盘配合,可实现机械化搬运,是现代物流通用化、一体化管理的必备品。
KLT系列欧标尺寸可堆物流箱选用100%全新改性PP生产,耐油、酸、碱,输送噪音低,适应环境温度(-25℃至+80℃)。主要应用于汽车制造、医药、家电、商业流通、配送及仓储领域,使产品周转便捷、堆放整齐、便于管理。合理的设计,成熟的品质,使其适用于企业物流中的运输、储存、流通加工等闭环回路配送系统。产品有400*300mm、等规格。与多种物流容器和工位器具配合,用于各类仓库、生产现场等多种场合。与1208型、1210型欧洲标准托盘配合,可实现机械化搬运,是现代物流通用化、一体化管理的必备品。循环共用周转箱,降本增效,践行绿色物流理念。

试模是确保模具成功的关键环节,我们执行严谨的优化流程。试模前,对模具进行预检,包括水路密封性测试、顶出机构灵活性检查。试模过程中,采用阶梯式参数调整法,系统记录不同注塑压力、温度、速度组合下的产品成型数据。对试模产品进行三维扫描检测,结合力学性能测试数据,运用反向工程技术优化模具。可能涉及浇口位置调整、冷却水路增删、局部结构补强等。经过 2 - 3 轮优化,确保模具生产的产品 100% 符合设计要求,为批量生产奠定坚实基础。斜插式周转箱,堆叠稳固,空箱套叠收纳,节省仓储空间。安徽周转箱成本
周转箱可嵌套设计,闲置时节省大量存放空间。北京周转箱节能标准
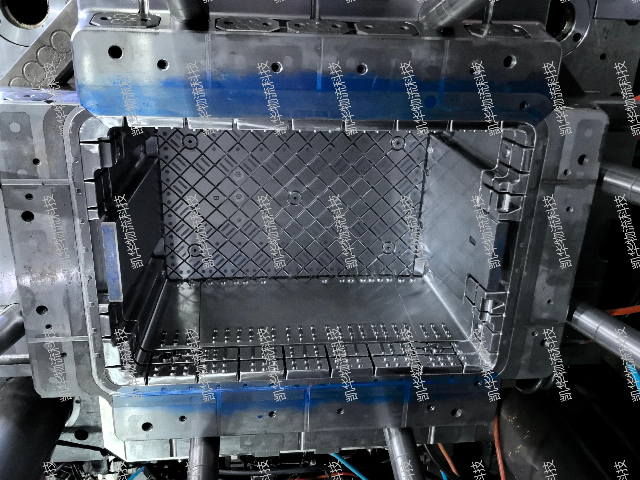
试模是确保周转箱模具成功的关键环节,我们拥有一套严谨的试模优化流程。试模前,技术人员会对模具进行检查,包括模具装配精度、冷却系统密封性、顶出机构灵活性等。试模过程中,采用阶梯式注射工艺,逐步调整注射速度、压力、温度等参数,记录每个参数组合下的产品成型情况。对试模产品进行详细的检测分析,除了常规的尺寸测量、外观检查外,还会进行力学性能测试、功能测试等。例如,对折叠周转箱进行 1000 次折叠疲劳测试,对斜插式周转箱进行堆叠承重测试。根据检测结果,反向优化模具设计与工艺参数,可能涉及模具的局部修正、浇口位置调整、冷却水路优化等。经过 2 - 3 次的试模优化,确保模具生产出的周转箱完全符合客户的质量要求。北京周转箱节能标准
浙江靖凯模塑科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的包装中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来浙江靖凯模塑科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
随着物流行业自动化程度不断提升,对周转箱的自动化适配性要求也越来越高。我们在模具设计阶段就充分考虑自动化生产需求,针对与 AGV、机械抓手、自动化分拣线等设备配合的部位进行精细设计。对于周转箱底部的定位卡槽,模具设计时严格控制其尺寸精度与表面粗糙度,卡槽深度误差控制在 ±0.1mm,表面粗糙度 Ra≤0.8μm,确保 AGV 顶升过程中稳定可靠。在箱体侧面条码扫描窗口部位,模具采用镜面抛光工艺,使窗口表面反光率达到≥85%,保证在高速运动状态下条码识别率超过 99.9%。此外,模具设计还预留机械抓手抓取结构的成型空间,通过优化脱模角度与圆角过渡,使周转箱成型后无需二次加工即可满足自动化抓取要求...