- 品牌
- 凯华物流科技
- 型号
- 齐全
- 是否有盖
- 是
- 类型
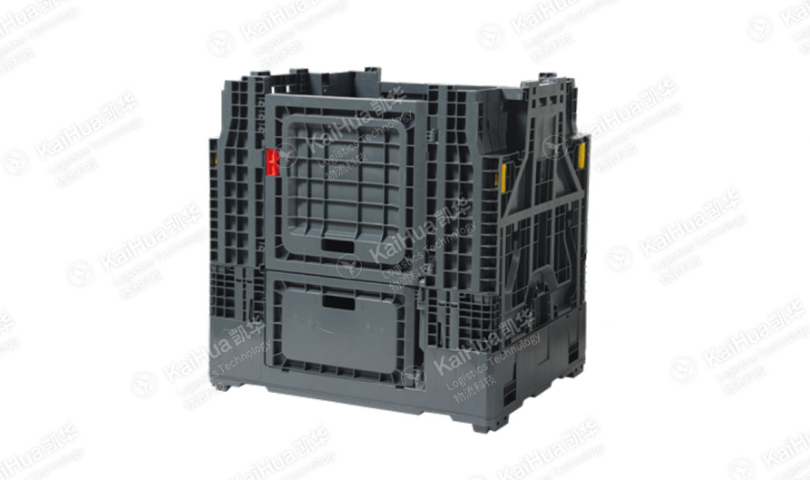
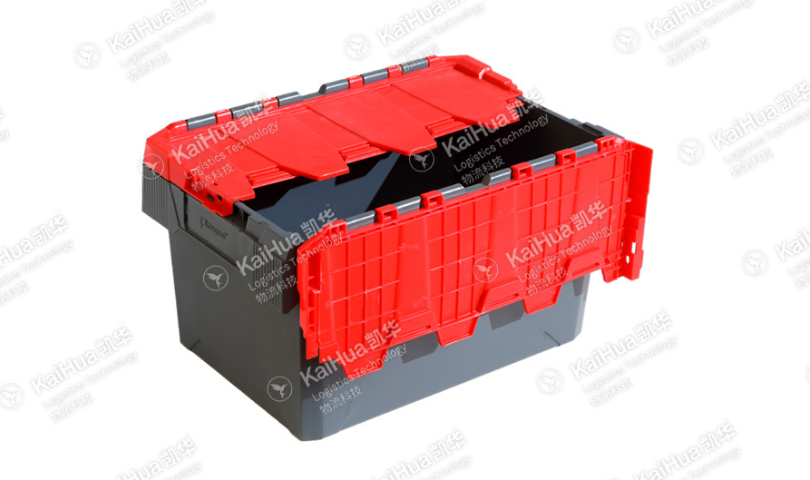
- 通用型,斜插型,可堆式周转箱,折叠型,万通板周转箱,防静电周转箱,导电周转箱,可插式周转箱,带铁环反转套叠箱
- 是否有轮
- 无
- 是否导电
- 否
- 供货类型
- 可定制
- 加印LOGO
- 可以
- 加工定制
- 是
- 材质
- 塑料
- 载荷
- 25
- 适用范围
- 用于物流中转,食品装运,仓储堆垛,电商快销
- 是否跨境货源
- 否
- 厂家
- 凯华物流科技
- 产地
- 浙江,山东,安徽,广州
- 颜色
- 黑色,灰色,白色,蓝色,黄色,红色,绿色
- 农用周转箱
- 11
为满足客户大批量生产需求,我们擅长设计多腔模具。根据周转箱的尺寸与重量,合理规划模具型腔数量,在保证模具强度与产品质量的前提下,尽可能提高生产效率。以常见的 600×400mm 规格周转箱为例,我们设计的 8 腔模具,相比单腔模具,生产效率提升 7 倍。在多腔模具设计过程中,我们注重流道系统的平衡设计。采用热流道技术结合冷流道分流,通过 Moldflow 分析优化流道尺寸与布局,使各型腔的熔体填充时间差异控制在 0.5 秒以内,确保每个周转箱的成型质量一致。同时,模具的冷却系统也进行针对性设计,每个型腔配备的冷却回路,实现均匀冷却,进一步提高生产稳定性与产品合格率。周转箱人性化设计,操作舒适,提升使用体验。周转箱制作

随着物流自动化程度的不断提高,周转箱需与自动化设备实现无缝对接。在尺寸标准方面,严格遵循 ISO 668 国际标准,以 600×400mm 为基础模数,确保与托盘、货架、输送线等设备兼容。箱体底部设计标准定位卡槽,与 AGV(自动导引车)的顶升机构配合精度达 ±1mm,保证搬运过程的稳定性。侧面预留条码扫描窗口,采用反光率≥85% 的特殊涂层,确保在 3m/s 的高速运动中条码识别率达 99.9%。在接口设计上,为适应机械抓手的抓取需求,周转箱边缘采用 R5-R8 的圆角过渡,避免应力集中和磨损。对于堆垛机作业,箱体顶部和底部设计防滑纹,增加摩擦力,防止堆叠时滑动。在自动化分拣系统中,周转箱的重量分布需均匀,重心偏差控制在 ±5mm 以内,确保分拣过程的准确性。通过这些设计标准,周转箱可在自动化物流系统中高效运行,提升整体作业效率。周转箱制作周转箱底部加强板,提升承重,稳固可靠。

周转箱性能很大程度上取决于材料的选择与处理工艺。聚丙烯(PP)和聚乙烯(PE)是常用的基础塑料材质,但通过不同的改性技术,能赋予它们多样的性能表现。普通 PP 材料结晶度通常在 60%-70%,具备良好的刚性和耐热性,维卡软化温度可达 140℃,适合用于食品蒸煮、电子元件回流焊等对温度有一定要求的场景。不过其低温韧性欠佳,当温度低于 0℃时,冲击强度会明显下降。为改善这一情况,在生产中会添加乙丙橡胶(EPDM)进行增韧改性,使 PP 的脆化温度降低至 - 20℃,极大地拓宽了使用温度范围。
我们深知模具质量是周转箱品质的源头保障,因此构建了严格的检测体系。在模具加工过程中,采用三坐标测量仪对关键尺寸进行实时检测,如模具型腔尺寸、型芯位置精度等,确保每个加工工序的误差都在可控范围内。模具装配完成后,进行各方位的合模检测,通过压力传感器监测合模力分布情况,确保模具闭合均匀,防止出现飞边、缺料等问题。试模阶段更是质量把控的关键环节。我们会进行至少 3 次试模操作,每次试模后对产品进行详细的尺寸测量、性能测试。利用光学影像测量仪检测产品的外形尺寸,偏差超过 ±0.3mm 即对模具进行修正;通过落锤冲击试验、抗压测试等评估产品力学性能,根据测试结果优化模具结构。只有当试模产品完全符合客户要求后,才会正式投入批量生产,为客户提供质量可靠的周转箱模具。周转箱堆叠卡扣,紧密相连,多层堆叠稳固不倾。

周转箱的定制化模具开发流程:定制周转箱的模具开发需经历严谨的工程设计阶段。首先运用 CAD/CAM 软件进行三维建模,通过 Moldflow 模流分析预测熔体流动、收缩变形等问题。模具材料选用 H13 热作模具钢,经真空淬火处理后硬度达到 HRC52-56。模具冷却系统采用随形冷却技术,通过 3D 打印制作冷却水道,使冷却效率提升 30%,成型周期缩短 25%。在开发异形周转箱模具时,采用组合式镶件结构,可减少 70% 的模具修改成本,使定制化生产周期从传统的 60 天压缩至 35 天。周转箱耐酸碱材质,适应特殊环境,应用广。北京周转箱厂家供应
周转箱智能调度,优化资源,提升周转效率。周转箱制作
在周转箱的生产制造中,模具的精度直接决定产品品质。我们的模具采用 H13 热作模具钢为基材,经过真空淬火处理后,硬度稳定在 HRC52 - 56 之间,具备出色的耐磨性与抗热疲劳性能。通过 CAD/CAM 软件进行三维建模,结合 Moldflow 模流分析技术,对熔体流动、填充压力、收缩变形等参数进行模拟,提前优化浇口位置与冷却系统布局。以 600×400×300mm 规格的周转箱模具为例,我们通过随形冷却技术,利用 3D 打印制作冷却水道,使冷却效率提升约 30%,成型周期缩短近 25% 。在实际生产过程中,模具的关键部件采用慢走丝线切割加工,精度可达 ±0.005mm,确保周转箱的尺寸公差控制在极小范围内。例如箱体的定位卡槽与 AGV 顶升机构配合部位,尺寸精度达到 ±0.1mm,保证与自动化物流设备的无缝对接。凭借这样的精密模具制造工艺,生产出的周转箱不仅结构强度高,而且表面光洁度好,粗糙度 Ra≤1.6μm,在保证功能性的同时,也提升了产品外观品质,为客户提供质量的基础产品。周转箱制作
浙江靖凯模塑科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的包装中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,浙江靖凯模塑科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

随着物流行业自动化程度不断提升,对周转箱的自动化适配性要求也越来越高。我们在模具设计阶段就充分考虑自动化生产需求,针对与 AGV、机械抓手、自动化分拣线等设备配合的部位进行精细设计。对于周转箱底部的定位卡槽,模具设计时严格控制其尺寸精度与表面粗糙度,卡槽深度误差控制在 ±0.1mm,表面粗糙度 Ra≤0.8μm,确保 AGV 顶升过程中稳定可靠。在箱体侧面条码扫描窗口部位,模具采用镜面抛光工艺,使窗口表面反光率达到≥85%,保证在高速运动状态下条码识别率超过 99.9%。此外,模具设计还预留机械抓手抓取结构的成型空间,通过优化脱模角度与圆角过渡,使周转箱成型后无需二次加工即可满足自动化抓取要求...