- 品牌
- 凯华物流科技
- 型号
- 齐全
- 是否有盖
- 是
- 类型
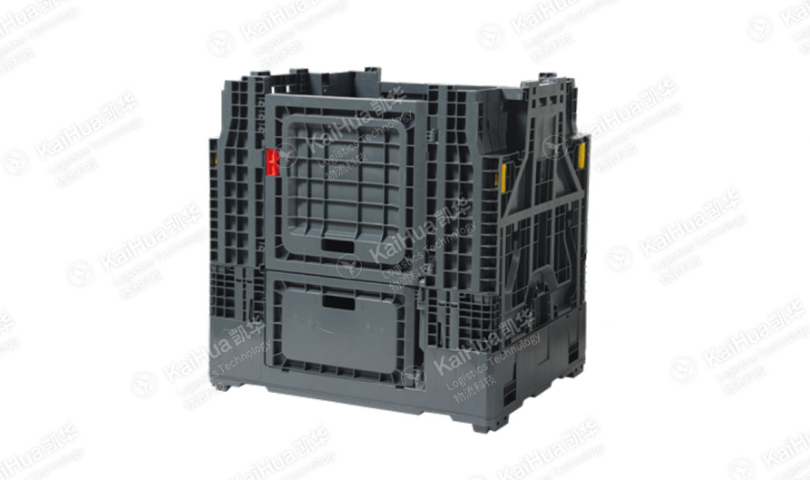
- 通用型,斜插型,可堆式周转箱,折叠型,万通板周转箱,防静电周转箱,导电周转箱,可插式周转箱,带铁环反转套叠箱
- 是否有轮
- 无
- 是否导电
- 否
- 供货类型
- 可定制
- 加印LOGO
- 可以
- 加工定制
- 是
- 材质
- 塑料
- 载荷
- 25
- 适用范围
- 用于物流中转,食品装运,仓储堆垛,电商快销
- 是否跨境货源
- 否
- 厂家
- 凯华物流科技
- 产地
- 浙江,山东,安徽,广州
- 颜色
- 黑色,灰色,白色,蓝色,黄色,红色,绿色
- 农用周转箱
- 11
防静电周转箱的微观导电机制:在电子元器件制造行业,防静电周转箱的应用关乎产品良率。其重要技术在于在高分子材料中均匀分散碳纳米管或导电炭黑,形成连续的导电网络。当碳纳米管含量达到 2% 时,材料表面电阻率可降至 10⁶Ω・cm 以下,满足 ESD(静电释放)防护标准。通过扫描电子显微镜观察,导电填料在基体中形成三维网状结构,如同微观电路般快速导走静电。在集成电路板转运过程中,使用防静电周转箱可使静电敏感元件的损坏率从传统周转箱的 15% 降低至 0.5%,为半导体企业节省大量质量成本。周转箱抗老化处理,延长使用时长,降低成本。湖南周转箱保护

我们为客户提供成本核算透明化服务,让客户清楚了解模具费用构成。在项目报价阶段,详细列出模具设计费用、材料费用、加工费用、表面处理费用、试模费用等各项明细。对于材料费用,提供钢材的市场价格参考依据,并说明钢材选型的理由;加工费用则根据加工工艺的复杂程度、加工设备的使用时间等因素进行精确计算。在模具生产过程中,如果因客户需求变更导致成本增加,我们会及时与客户沟通,提供变更前后的成本对比分析,征得客户同意后再进行调整。通过这种透明化的成本核算服务,让客户对模具投资心中有数,避免出现不必要的费用纠纷,建立良好的客户合作关系。河南周转箱生产耐候型周转箱,抗紫外线耐腐蚀,适应户外复杂环境。

为满足客户大批量生产需求,我们擅长设计多腔模具。根据周转箱的尺寸与重量,合理规划模具型腔数量,在保证模具强度与产品质量的前提下,尽可能提高生产效率。以常见的 600×400mm 规格周转箱为例,我们设计的 8 腔模具,相比单腔模具,生产效率提升 7 倍。在多腔模具设计过程中,我们注重流道系统的平衡设计。采用热流道技术结合冷流道分流,通过 Moldflow 分析优化流道尺寸与布局,使各型腔的熔体填充时间差异控制在 0.5 秒以内,确保每个周转箱的成型质量一致。同时,模具的冷却系统也进行针对性设计,每个型腔配备的冷却回路,实现均匀冷却,进一步提高生产稳定性与产品合格率。
试模是确保模具成功的关键环节,我们执行严谨的优化流程。试模前,对模具进行预检,包括水路密封性测试、顶出机构灵活性检查。试模过程中,采用阶梯式参数调整法,系统记录不同注塑压力、温度、速度组合下的产品成型数据。对试模产品进行三维扫描检测,结合力学性能测试数据,运用反向工程技术优化模具。可能涉及浇口位置调整、冷却水路增删、局部结构补强等。经过 2 - 3 轮优化,确保模具生产的产品 100% 符合设计要求,为批量生产奠定坚实基础。抗冲击周转箱,增韧结构设计,保障货物运输安全。

在保证品质的前提下,我们通过多种方式帮助客户控制成本。采用组合式镶件设计,将复杂模具分解为标准化模块,降低加工难度与成本。例如,将斜插式周转箱模具的斜滑块设计为镶件,当局部磨损时需更换对应部件,维修成本降低 70%。根据生产批量提供钢材选型建议:小批量生产推荐预硬钢,缩短加工周期;大批量生产选用高性能模具钢,通过长寿命降低单件成本。优化浇注系统设计,采用热流道技术减少材料浪费,对于大型周转箱模具,可降低 15% - 20% 的原料消耗。防静电周转箱,屏蔽静电,保护电子元件,降低损耗风险。周转箱工厂直销
周转箱人性化设计,操作舒适,提升使用体验。湖南周转箱保护
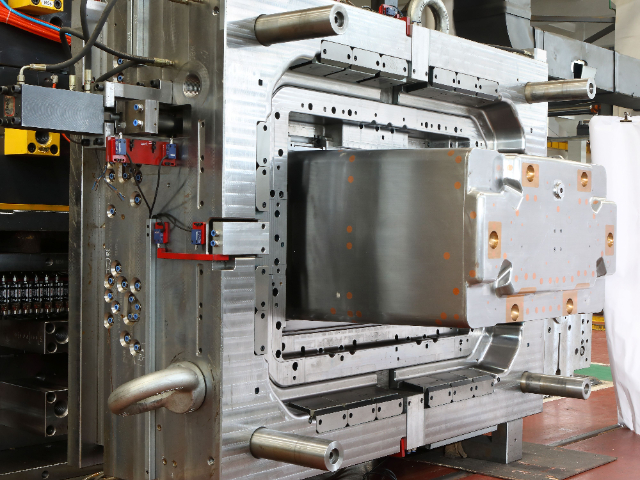
在周转箱的生产制造中,模具的精度直接决定产品品质。我们的模具采用 H13 热作模具钢为基材,经过真空淬火处理后,硬度稳定在 HRC52 - 56 之间,具备出色的耐磨性与抗热疲劳性能。通过 CAD/CAM 软件进行三维建模,结合 Moldflow 模流分析技术,对熔体流动、填充压力、收缩变形等参数进行模拟,提前优化浇口位置与冷却系统布局。以 600×400×300mm 规格的周转箱模具为例,我们通过随形冷却技术,利用 3D 打印制作冷却水道,使冷却效率提升约 30%,成型周期缩短近 25% 。在实际生产过程中,模具的关键部件采用慢走丝线切割加工,精度可达 ±0.005mm,确保周转箱的尺寸公差控制在极小范围内。例如箱体的定位卡槽与 AGV 顶升机构配合部位,尺寸精度达到 ±0.1mm,保证与自动化物流设备的无缝对接。凭借这样的精密模具制造工艺,生产出的周转箱不仅结构强度高,而且表面光洁度好,粗糙度 Ra≤1.6μm,在保证功能性的同时,也提升了产品外观品质,为客户提供质量的基础产品。湖南周转箱保护
浙江靖凯模塑科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的包装中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,浙江靖凯模塑科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

随着物流行业自动化程度不断提升,对周转箱的自动化适配性要求也越来越高。我们在模具设计阶段就充分考虑自动化生产需求,针对与 AGV、机械抓手、自动化分拣线等设备配合的部位进行精细设计。对于周转箱底部的定位卡槽,模具设计时严格控制其尺寸精度与表面粗糙度,卡槽深度误差控制在 ±0.1mm,表面粗糙度 Ra≤0.8μm,确保 AGV 顶升过程中稳定可靠。在箱体侧面条码扫描窗口部位,模具采用镜面抛光工艺,使窗口表面反光率达到≥85%,保证在高速运动状态下条码识别率超过 99.9%。此外,模具设计还预留机械抓手抓取结构的成型空间,通过优化脱模角度与圆角过渡,使周转箱成型后无需二次加工即可满足自动化抓取要求...