- 品牌
- 凯华物流科技
- 型号
- 齐全
- 是否有盖
- 是
- 类型
- 通用型,斜插型,可堆式周转箱,折叠型,万通板周转箱,防静电周转箱,导电周转箱,可插式周转箱,带铁环反转套叠箱
- 是否有轮
- 无
- 是否导电
- 否
- 供货类型
- 可定制
- 加印LOGO
- 可以
- 加工定制
- 是
- 材质
- 塑料
- 载荷
- 25
- 适用范围
- 用于物流中转,食品装运,仓储堆垛,电商快销
- 是否跨境货源
- 否
- 厂家
- 凯华物流科技
- 产地
- 浙江,山东,安徽,广州
- 颜色
- 黑色,灰色,白色,蓝色,黄色,红色,绿色
- 农用周转箱
- 11
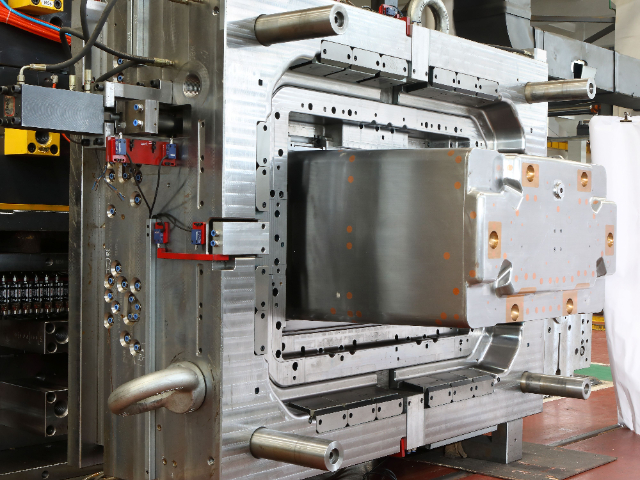
我们深知模具质量是周转箱品质的源头保障,因此构建了严格的检测体系。在模具加工过程中,采用三坐标测量仪对关键尺寸进行实时检测,如模具型腔尺寸、型芯位置精度等,确保每个加工工序的误差都在可控范围内。模具装配完成后,进行各方位的合模检测,通过压力传感器监测合模力分布情况,确保模具闭合均匀,防止出现飞边、缺料等问题。试模阶段更是质量把控的关键环节。我们会进行至少 3 次试模操作,每次试模后对产品进行详细的尺寸测量、性能测试。利用光学影像测量仪检测产品的外形尺寸,偏差超过 ±0.3mm 即对模具进行修正;通过落锤冲击试验、抗压测试等评估产品力学性能,根据测试结果优化模具结构。只有当试模产品完全符合客户要求后,才会正式投入批量生产,为客户提供质量可靠的周转箱模具。周转箱可嵌套设计,闲置时节省大量存放空间。安徽周转箱设计素材
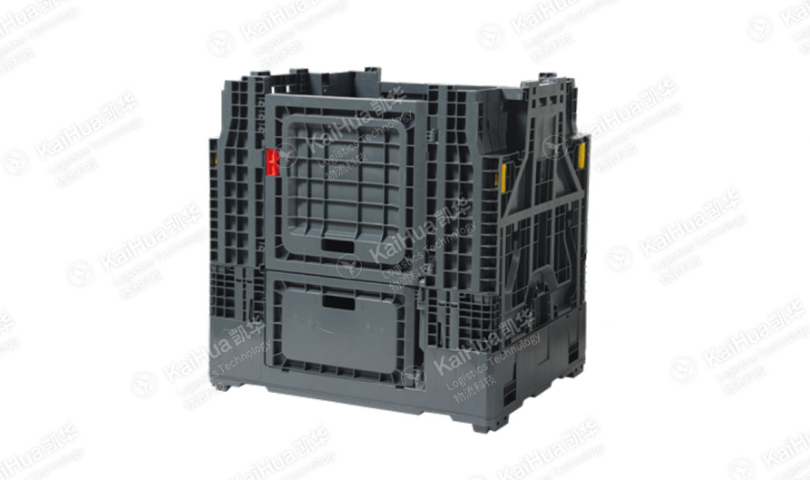
折叠周转箱的创新设计兼顾了收纳和使用的便利性,其主要折叠机构采用四连杆联动系统,通过偏心轴实现省力操作。当箱体展开时,连杆机构处于死点位置,确保结构稳定,经测试可承受800N的侧向压力不变形;折叠时,操作人员*需施加12-15N的力即可完成动作,符合人体工程学设计。材料选用添加20%滑石粉改性的PP材质,增强刚性,使折叠部位的疲劳寿命达10万次以上。箱体采用蜂窝状加强筋设计,经有限元分析,抗弯强度提升3.2倍,装载25kg货物时,底部比较大变形量为2.3mm。折叠后,体积压缩比可达1:5,以600×400×300mm规格为例,折叠后厚度*85mm,极大节省了仓储和运输空间。在电商物流领域,折叠周转箱的应用使车辆回程空载率降低40%,每年减少物流成本支出约30%。此外,通过模块化设计,不同规格的折叠周转箱可互换组合,满足多样化物流需求,还能与自动化分拣设备配合,提高作业效率,是现代物流中提升空间利用率和降低成本的理想选择。安徽周转箱设计素材周转箱坚固框架,支撑力强,承载重物不变形。

周转箱的性能优劣,很大程度上取决于材料的选择与改性。PP和PE作为常用的基础塑料材质,各自展现出独特的物理特性。PP 具有较高的结晶度,通常在 60%-70% 之间,这使其具备良好的刚性和耐热性,维卡软化温度可达 140℃,适合用于食品蒸煮、电子元件回流焊等高温作业场景。然而,PP 材料在低温环境下表现出明显的脆性,当温度降至 0℃以下时,其冲击强度会锐减 50% 以上。为改善这一缺陷,工业生产中常通过添加乙丙橡胶(EPDM)进行增韧改性,可将 PP 的脆化温度降低至 - 20℃,从而拓宽其使用温度范围。相比之下,PE 材料以出色的柔韧性著称,线性低密度聚乙烯(LLDPE)的断裂伸长率可高达 600%,在冷链物流频繁弯折的工况下仍能保持良好的结构完整性。为进一步提升塑料周转箱的综合性能,现代工艺还采用共混、填充、增强等改性技术。例如,在 PP 中添加 30% 的玻璃纤维,其拉伸强度可从 30MPa 提升至 65MPa,弯曲模量增大 2.5 倍;纳米级碳酸钙的填充则能在不降低韧性的前提下,使材料刚性提升 30%,同时降低生产成本。通过抗氧剂 1010 与紫外线吸收剂 UV-531 的复配使用,经 800 小时氙灯老化测试,周转箱的拉伸强度保留率可达 82%,而未处理样品为 45%,有效延长了产品的使用寿命。
为满足大批量生产需求,我们擅长设计多腔模具。通过 Moldflow 模流分析优化流道布局,采用热流道与冷流道结合的复合系统,确保各型腔熔体填充平衡。以 8 腔周转箱模具为例,通过控制流道尺寸,使各型腔填充时间差异小于 0.5 秒,产品重量偏差控制在 ±1% 以内。优化冷却系统设计,为每个型腔配置回路,采用随形冷却技术贴合产品轮廓。在生产大型周转箱时,冷却效率提升 30%,成型周期缩短至 45 秒,相比单腔模具,日产能提高 7 倍,帮助客户快速满足市场订单需求。周转箱灵活分区,分类存储,便于物品管理。

随着物流行业自动化程度不断提升,对周转箱的自动化适配性要求也越来越高。我们在模具设计阶段就充分考虑自动化生产需求,针对与 AGV、机械抓手、自动化分拣线等设备配合的部位进行精细设计。对于周转箱底部的定位卡槽,模具设计时严格控制其尺寸精度与表面粗糙度,卡槽深度误差控制在 ±0.1mm,表面粗糙度 Ra≤0.8μm,确保 AGV 顶升过程中稳定可靠。在箱体侧面条码扫描窗口部位,模具采用镜面抛光工艺,使窗口表面反光率达到≥85%,保证在高速运动状态下条码识别率超过 99.9%。此外,模具设计还预留机械抓手抓取结构的成型空间,通过优化脱模角度与圆角过渡,使周转箱成型后无需二次加工即可满足自动化抓取要求,助力客户实现高效的自动化生产。折叠周转箱,收放自如,节省仓储与运输空间。山东周转箱量大从优
防静电周转箱,屏蔽静电,保护电子元件,降低损耗风险。安徽周转箱设计素材
斜插式周转箱的堆叠稳定性设计:斜插式周转箱的独特设计兼顾存储与搬运需求。箱体侧壁采用 45° 斜插结构,在堆叠时,上层箱体的斜口与下层箱体的凸棱形成嵌入式配合,经力学试验验证,这种结构可使堆叠摩擦力增加 2.5 倍。在食品饮料仓储中,满载饮料瓶的斜插式周转箱堆叠至 8 层时,静态载荷测试显示,比较低层箱体的形变率约为 0.8%,远低于国家标准的 5%。同时,斜插设计使箱体在空箱存放时可套叠收纳,节省 70% 的仓储空间,特别适用于季节性产品的物流周转。安徽周转箱设计素材
浙江靖凯模塑科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的包装中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来浙江靖凯模塑科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

随着物流行业自动化程度不断提升,对周转箱的自动化适配性要求也越来越高。我们在模具设计阶段就充分考虑自动化生产需求,针对与 AGV、机械抓手、自动化分拣线等设备配合的部位进行精细设计。对于周转箱底部的定位卡槽,模具设计时严格控制其尺寸精度与表面粗糙度,卡槽深度误差控制在 ±0.1mm,表面粗糙度 Ra≤0.8μm,确保 AGV 顶升过程中稳定可靠。在箱体侧面条码扫描窗口部位,模具采用镜面抛光工艺,使窗口表面反光率达到≥85%,保证在高速运动状态下条码识别率超过 99.9%。此外,模具设计还预留机械抓手抓取结构的成型空间,通过优化脱模角度与圆角过渡,使周转箱成型后无需二次加工即可满足自动化抓取要求...