- 品牌
- 凯华物流科技
- 型号
- 齐全
- 是否有盖
- 是
- 类型
- 通用型,斜插型,可堆式周转箱,折叠型,万通板周转箱,防静电周转箱,导电周转箱,可插式周转箱,带铁环反转套叠箱
- 是否有轮
- 无
- 是否导电
- 否
- 供货类型
- 可定制
- 加印LOGO
- 可以
- 加工定制
- 是
- 材质
- 塑料
- 载荷
- 25
- 适用范围
- 用于物流中转,食品装运,仓储堆垛,电商快销
- 是否跨境货源
- 否
- 厂家
- 凯华物流科技
- 产地
- 浙江,山东,安徽,广州
- 颜色
- 黑色,灰色,白色,蓝色,黄色,红色,绿色
- 农用周转箱
- 11
建立完善的质量追溯系统,实现模具全流程可查。原材料入库时录入炉号、批次信息,加工过程中记录每道工序的操作设备、操作人员与工艺参数。试模数据、检测报告等资料均存档备查。当客户反馈质量问题时,可通过模具编号快速调取生产档案。例如,若发现产品尺寸超差,可追溯至加工环节的某台机床参数异常,24 小时内提供整改方案,增强客户对产品质量的信心。提供清晰的成本核算方案,让客户明明白白投资。报价阶段详细列出设计、材料、加工、表面处理等费用明细。材料费用附上钢材市场报价单与选型依据,加工费用按设备工时、工艺复杂度逐项分解。生产过程中如遇需求变更,及时提供成本变化分析报告。例如,当客户要求增加模具冷却水路时,我们会说明新增成本的具体构成,并提供替代方案供客户选择,确保合作过程公开透明。周转箱模块化设计,自由组合,灵活应对存储需求。周转箱欢迎选购

在电子信息产业中,防静电周转箱是保障产品质量的关键设备,其主要功能基于电磁屏蔽与静电耗散理论。理想的防静电材料需同时具备表面电阻率 10⁶-10⁹Ω・cm 的导电性能和≤100V 的静电电压指标。目前主流的实现方式是在高分子基体中添加导电填料,常见的有碳纳米管、碳纤维、导电炭黑等。碳纳米管因其独特的一维结构,添加量需 0.5%-1% 就能形成导电网络,使材料表面电阻率降至 10⁷Ω・cm。但碳纳米管分散性差的问题,常通过表面接枝改性技术解决,使碳纳米管在基体中实现均匀分散。防静电周转箱的结构设计同样重要。箱体采用双层结构,内层为导电层,外层为绝缘保护层,中间通过接地导线连接,形成完整的静电泄放路径。在集成电路板转运中,防静电周转箱配合离子风机使用,可将箱内静电电压控制在 10V 以下,有效保护 MOSFET、FPGA 等静电敏感元件。经第三方实验室测试,使用防静电周转箱后,电子元器件的静电损伤率从传统周转箱的 12% 降低至 0.8%,提升了产品良率和企业经济效益。山西周转箱规范防滑周转箱,表面特殊处理,防止货物搬运滑动。
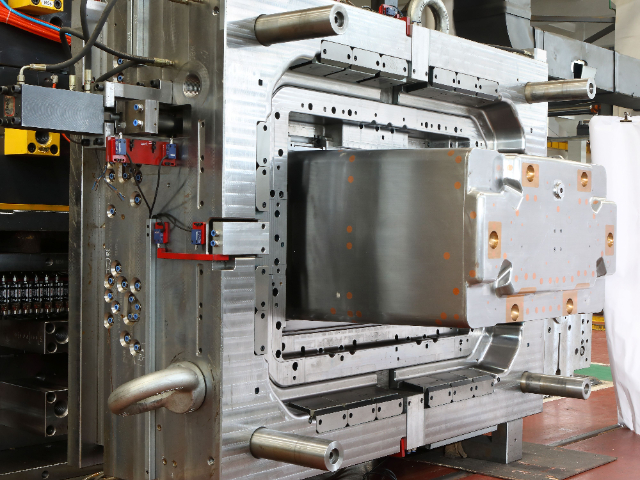
在周转箱的生产制造中,模具的精度直接决定产品品质。我们的模具采用 H13 热作模具钢为基材,经过真空淬火处理后,硬度稳定在 HRC52 - 56 之间,具备出色的耐磨性与抗热疲劳性能。通过 CAD/CAM 软件进行三维建模,结合 Moldflow 模流分析技术,对熔体流动、填充压力、收缩变形等参数进行模拟,提前优化浇口位置与冷却系统布局。以 600×400×300mm 规格的周转箱模具为例,我们通过随形冷却技术,利用 3D 打印制作冷却水道,使冷却效率提升约 30%,成型周期缩短近 25% 。在实际生产过程中,模具的关键部件采用慢走丝线切割加工,精度可达 ±0.005mm,确保周转箱的尺寸公差控制在极小范围内。例如箱体的定位卡槽与 AGV 顶升机构配合部位,尺寸精度达到 ±0.1mm,保证与自动化物流设备的无缝对接。凭借这样的精密模具制造工艺,生产出的周转箱不仅结构强度高,而且表面光洁度好,粗糙度 Ra≤1.6μm,在保证功能性的同时,也提升了产品外观品质,为客户提供质量的基础产品。
防静电周转箱的微观导电机制:在电子元器件制造行业,防静电周转箱的应用关乎产品良率。其重要技术在于在高分子材料中均匀分散碳纳米管或导电炭黑,形成连续的导电网络。当碳纳米管含量达到 2% 时,材料表面电阻率可降至 10⁶Ω・cm 以下,满足 ESD(静电释放)防护标准。通过扫描电子显微镜观察,导电填料在基体中形成三维网状结构,如同微观电路般快速导走静电。在集成电路板转运过程中,使用防静电周转箱可使静电敏感元件的损坏率从传统周转箱的 15% 降低至 0.5%,为半导体企业节省大量质量成本。周转箱物联网集成,实时监控状态,智能管理更便捷。

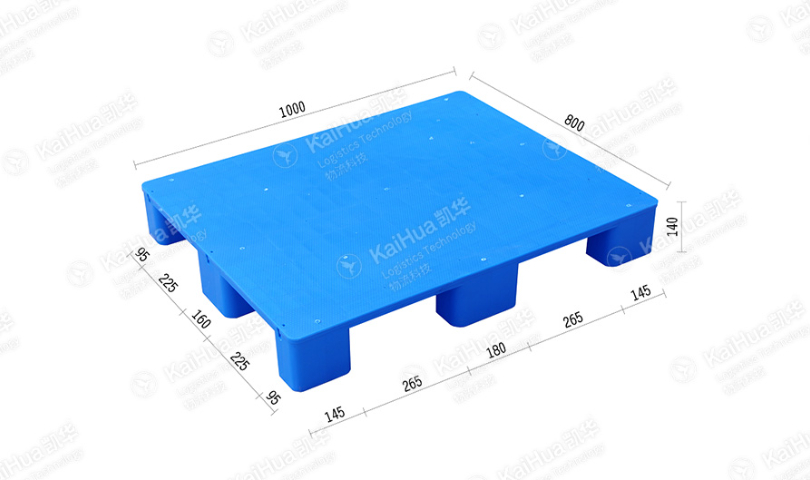
为满足客户大批量生产需求,我们擅长设计多腔模具。根据周转箱的尺寸与重量,合理规划模具型腔数量,在保证模具强度与产品质量的前提下,尽可能提高生产效率。以常见的 600×400mm 规格周转箱为例,我们设计的 8 腔模具,相比单腔模具,生产效率提升 7 倍。在多腔模具设计过程中,我们注重流道系统的平衡设计。采用热流道技术结合冷流道分流,通过 Moldflow 分析优化流道尺寸与布局,使各型腔的熔体填充时间差异控制在 0.5 秒以内,确保每个周转箱的成型质量一致。同时,模具的冷却系统也进行针对性设计,每个型腔配备的冷却回路,实现均匀冷却,进一步提高生产稳定性与产品合格率。周转箱兼容托盘,便于叉车作业,提高装卸效率。定制周转箱条件
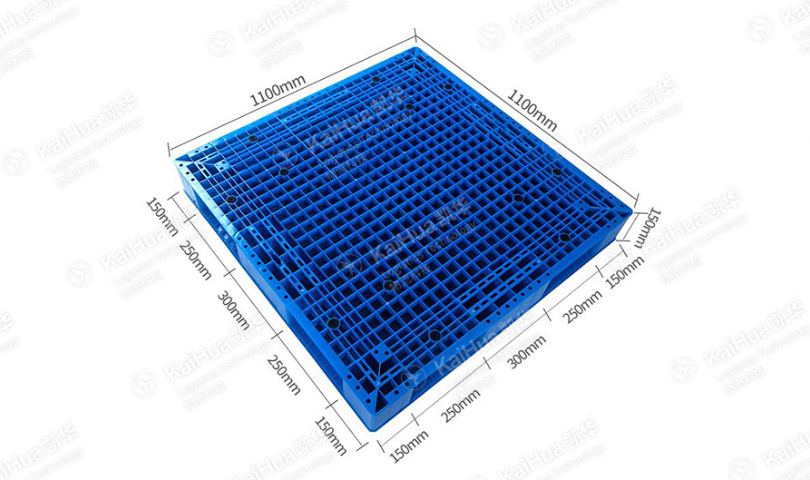
周转箱多规格尺寸,满足多样化使用需求。周转箱欢迎选购
周转箱的定制化模具开发流程:定制周转箱的模具开发需经历严谨的工程设计阶段。首先运用 CAD/CAM 软件进行三维建模,通过 Moldflow 模流分析预测熔体流动、收缩变形等问题。模具材料选用 H13 热作模具钢,经真空淬火处理后硬度达到 HRC52-56。模具冷却系统采用随形冷却技术,通过 3D 打印制作冷却水道,使冷却效率提升 30%,成型周期缩短 25%。在开发异形周转箱模具时,采用组合式镶件结构,可减少 70% 的模具修改成本,使定制化生产周期从传统的 60 天压缩至 35 天。周转箱欢迎选购
浙江靖凯模塑科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的包装中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,浙江靖凯模塑科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

随着物流行业自动化程度不断提升,对周转箱的自动化适配性要求也越来越高。我们在模具设计阶段就充分考虑自动化生产需求,针对与 AGV、机械抓手、自动化分拣线等设备配合的部位进行精细设计。对于周转箱底部的定位卡槽,模具设计时严格控制其尺寸精度与表面粗糙度,卡槽深度误差控制在 ±0.1mm,表面粗糙度 Ra≤0.8μm,确保 AGV 顶升过程中稳定可靠。在箱体侧面条码扫描窗口部位,模具采用镜面抛光工艺,使窗口表面反光率达到≥85%,保证在高速运动状态下条码识别率超过 99.9%。此外,模具设计还预留机械抓手抓取结构的成型空间,通过优化脱模角度与圆角过渡,使周转箱成型后无需二次加工即可满足自动化抓取要求...