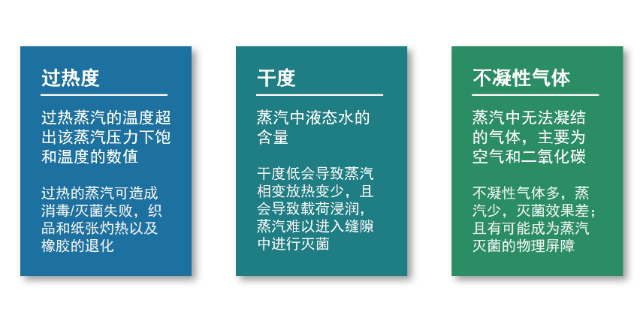
蒸汽干度检测仪是一种专门用于检测蒸汽品质的仪器,仪器主要检测干度、过热度、不凝性气体含量三项指标:干度用热焓法测算,过热度测实际温度与对应压力下饱和温度的差值(EN285:2015 要求≤25K),不凝性气体(主要为空气、二氧化碳)用体积法检测(需符合≤3.5ml/100ml 冷凝液的2025中国GMP《无菌附录1》要求)。检测时蒸汽经采样系统、传感器测量后分离气液,气相冷凝收集不凝性气体,液相用于干度计算,微处理器自动完成数据处理。传统手动检测需2人配合,单点位3组数据耗时约2小时,温度偏差1℃就会导致0.022干度误差,且人员频繁接触蒸汽易烫伤。INFINITY SQM-1 Pro全自动检测仪可一次安装同步检测三项指标,3分钟内出结果,全程不接触蒸汽规避安全风险,还符合ISO&CE认证及21 CFR PART11数据合规要求。在制药等行业,该仪器助力企业实时监控蒸汽品质,满足法规要求,保障生产稳定与产品安全。蒸汽品质检测仪直销模式能够帮助用户节省中间环节费用,获得更具竞争力的价格。广东药品蒸汽干度检测仪测量范围
节流法作为一种传统的蒸汽干度检测技术,其原理是通过节流孔将饱和蒸汽泄压至大气压,使蒸汽压力降低而进入过热状态,然后通过测量过热蒸汽的温度和压力计算蒸汽的比焓,进而推算出蒸汽干度。此方法在高压工业蒸汽系统中应用较多,因工业蒸汽压力通常较高,泄压后能够稳定达到过热状态,确保测量数据的准确性。然而,制药行业蒸汽系统的压力普遍较低,约在0.3至0.4兆帕,这一压力水平不足以通过节流泄压使蒸汽完全进入过热区。由于节流法要求蒸汽在泄压后必须处于单相气态,否则测量结果会偏高且不准确。制药蒸汽的干度标准在95%至100%之间,节流法只适用于干度超过97%的干度蒸汽,这导致其无法覆盖制药行业所需的干度范围。低于此干度的蒸汽经过节流后仍处于双相状态,测量数据失真,无法反映真实蒸汽质量。由此可见,节流法在制药领域的适用性受限,尤其是在满足EN285法规对蒸汽干度严格要求的背景下,其测量结果的可靠性受到质疑。虽然节流法设备结构简单,操作相对方便,但其局限性在于对蒸汽压力和干度的依赖性较强,无法满足制药行业对蒸汽质量检测的需求。吉林制药蒸汽质量检测仪生产厂家蒸汽品质检测仪参数涵盖干度、过热度及不凝性气体等关键指标,直接影响检测结果的可靠性。

加热法作为蒸汽干度检测中的一种热力学方法,其原理在于将处于双相状态的饱和湿蒸汽通过加热过程转化为单相过热蒸汽,从而简化了蒸汽干度的计算。具体来说,蒸汽在不同状态下的焓值变化与水分含量密切相关,传统检测方法难以准确区分混合相的蒸汽成分,而加热法通过控制加热过程,使蒸汽达到稳定的过热状态,利用温度和压力参数进行精确测量,提高了测量的准确性。加热法不*适用于干度高(97%以上)的蒸汽检测,也能覆盖较低干度(80%-97%)的测量需求,拓宽了检测范围,满足了多样化的工业应用需求。自动化的加热法检测系统通过传感器和控制器的协同作用,实现了对蒸汽温度、压力的实时监控和数据的准确计算,确保了测量结果的稳定性和重复性。这种技术的成熟度使其成为替代传统手动检测的方案,提升了检测效率和数据可靠性。虽然加热法对设备的传感器和加热装置提出了较高的技术和成本要求,但对于追求精确蒸汽质量控制的行业来说,这种投入带来了更可靠的检测保障。特别是在制药行业,蒸汽质量直接关系到灭菌效果和产品安全,加热法的应用为纯蒸汽干度的准确测量提供了坚实的技术支撑。
选择厂家直销的蒸汽品质检测仪,用户能够享受到多方面的优势,特别是在产品质量保障、售后服务和价格透明度上表现突出。厂家直销模式省去了中间环节,减少了流通成本,使得采购过程更加简洁,从而带来更具竞争力的价格优势。直接面对生产厂家,用户可以获得更详尽的产品信息和技术支持,便于根据自身需求选择合适的型号和配置。厂家能够提供针对性的培训和技术指导,帮助用户迅速掌握设备使用方法,提升检测效率。售后服务体系完善,响应速度快,能够及时解决设备运行中的问题,保证检测工作的连续性和稳定性。INFINITY SQM-1 Pro全自动纯蒸汽品质检测仪和INFINITY SQD半自动检测仪两款设备均符合EN285标准、拥有ISO&CE双认证,且有浙江药企顺利验收并投入使用的案例,能避免渠道不明的质量风险,确保设备满足GMP新规对数据完整性与合规性的严格要求。用户分级权限管理功能,确保数据安全与合规。

专门用于验证与监控蒸汽质量的设备,即为蒸汽干度检测仪,其重点应用场景集中在制药、食品、化妆品及精密仪器等行业的灭菌过程中。该设备的关键能力,在于对蒸汽干度、过热度及不凝性气体等重点指标开展自动检测。INFINITY SQM-1 Pro全自动蒸汽干度检测仪,不只符合EN285标准,还能在较短时间内完成蒸汽品质的详细检测。设计方面,设备配备了符合人体工学的斜面大屏幕,便于操作人员站立使用,无需弯腰或蹲下,提升了使用的舒适性和安全性。安全操作是另一大亮点,仪器在检测过程中无蒸汽泄漏,避免了烫伤风险,同时安装简便,减少了重复连接的麻烦。此外,设备内置了符合GMP要求的软件系统,支持用户权限管理、操作日志审计、计量提醒及报警管理,确保数据的完整性和合规性。检测范围覆盖干度0.80至1,过热度0至50摄氏度,以及不凝性气体含量不超过20%,这些参数的准确监测对保障灭菌效果和产品质量至关重要。定期校准和维护蒸汽品质检测仪是确保测量准确性的关键,应制定详细的校准计划并严格执行。吉林制药蒸汽质量检测仪生产厂家
仪器可配置合规软件,支持数据存储和审计追踪。广东药品蒸汽干度检测仪测量范围
测量蒸汽干度的技术方法多样,其中加热法与节流法是热力学测量中较为常见的两种方式。加热法的关键在于将双相状态的饱和蒸汽加热至单相过热状态,进而通过测量加热前后的温度和压力,计算出蒸汽的焓值,从而准确确定蒸汽干度。相比之下,节流法则是通过蒸汽在节流孔的压力降低,使蒸汽进入过热状态,再依据过热蒸汽的温度和压力数据推算干度。两者的根本区别在于处理蒸汽状态的方式:加热法主动施加热能,确保蒸汽达到过热状态;节流法则依赖压力降低实现过热。节流法的应用条件是蒸汽必须具有较高的初始压力或干度,通常工业蒸汽系统压力在10至20bar,适合节流法测量。然而,制药行业蒸汽压力普遍较低,约3至4bar,难以通过节流达到稳定过热状态,导致节流法测量的结果存在偏差,尤其在干度95%至97%范围内,测得干度往往偏高,无法反映实际情况。加热法则通过加热过程克服了这一限制,适用范围涵盖干度较低至较高的蒸汽,扩展了测量的适用性。此外,加热法结合自动化控制系统,能够实时监测温度和压力,确保蒸汽状态稳定,测量数据准确且重复性好。广东药品蒸汽干度检测仪测量范围