液压剪板机的润滑方式主要包括以下几种: 1.调隙轴轴套润滑 润滑点:轴套左右各一点 润滑方式:油枪润滑 润滑量:小(每运行48小时一次) 润滑剂型号:钙基润滑脂(黄油) 说明:剪板机剪切不同厚度板材时需调节间隙,调隙轴轴套需定期润滑。 2.左右油缸润滑 润滑点:左右油缸各一点 润滑方式:油枪润滑 润滑量:中(每运行8小时一次) 润滑剂型号:钙基润滑脂(黄油) 说明:油缸是剪切动力的来源,作用于刀架运动,需定期润滑以保持性能稳定。 3.后档料滑动螺母润滑 润滑点:滑动螺母左右各一点 润滑方式:涂抹润滑 润滑量:中(每运行8小时一次) 润滑剂型号:钙基润滑脂(黄油) 说明:后挡料电机带动螺母调节位置,需定期润滑。 4.左右回程缸润滑 润滑点:回程缸上下端各一点 润滑方式:油枪润滑 润滑量:小(每运行16小时一次) 润滑剂型号:钙基润滑脂(黄油) 说明:回程缸充有压力纯氮气,剪切完成后驱动刀架回程,需定期润滑。剪板机在工业生产里,板材加工用得挺多。扬州不锈钢剪板机报价
刀片间隙是影响剪板机剪切质量的关键参数,需根据板材厚度与材质精确调节,通常间隙值为板材厚度的 5%-10%,合理的刀片间隙可确保剪切面平整、无毛刺,减少刀片磨损与板材变形。刀片间隙调节的主要原则是:板材越厚、强度越高,间隙越大;板材越薄、材质越软,间隙越小。例如,剪切 1mm 厚的普通碳钢,刀片间隙可设置为 0.05-0.1mm;剪切 10mm 厚的 Q355 钢板,间隙则需设置为 0.5-1mm。调节方法主要有手动调节与自动调节两种:手动调节通过设备侧面的调节旋钮或丝杆机构,转动旋钮改变下刀片的位置,从而调整刀片间隙,调节过程中需使用塞尺测量间隙值,确保均匀一致;自动调节常见于数控剪板机,操作人员在触摸屏上输入板材厚度与材质,系统自动计算并调节刀片间隙,精度可达 0.01mm 级,且可实现不同位置的间隙补偿。刀片间隙优化需注意以下事项:调节前需关闭设备电源,确保操作安全;调节过程中需检查刀片是否平行,避免一侧间隙过大或过小,导致剪切面倾斜;剪切不同材质或厚度的板材时,需及时调整刀片间隙,不可沿用旧参数;定期检查刀片间隙是否因设备振动或刀片磨损发生变化,及时进行修正。新疆液压数控剪板机现货供应剪板机的刀片材质多为 Cr12MoV 合金钢或硬质合金,经热处理后硬度可达 HRC60 以上,确保剪切锋利度。
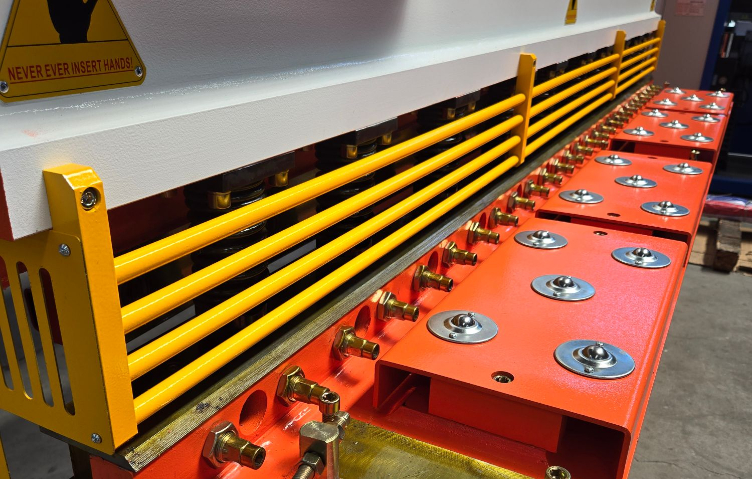
剪板机剪切后应能保证被剪板料剪切面的直线度与平行度要求,并尽量减少板材扭曲,以获得高质量的工件。上刀片固定在刀架上,下刀片固定在工作台上。工作台上安装有托料球,以便于板料的在上面滑动时不被划伤。后挡料用于板料定位,位置由电机进行调节。压料器用于压紧板料,以防止板料在剪切时移动。护栏是安全装置,以防止发生工伤事故。调整前挡板把后挡板靠紧下刀口,再把样板靠紧后挡板,将前挡板靠紧样板并固定。松开后挡板,去掉样板,装上板料,进行剪切。调整后挡板将样板托平对齐下刀口,再把后挡板靠紧样板并固定,去掉样板,再装上板料进行剪切。调整角挡板先将样板放在台面上对齐下刀口,调整角挡板并固定,再根据样板调整后挡板,剪切过程中同时利用角挡板与后挡板以定位。
剪板机使用时需要注意的事项:
1.剪板机应有专人负责使用和保管。操作者必须熟悉机床的结构、性能。
2.严禁超负荷使用剪板机,不得剪切淬火钢料和硬质钢、高速钢、合金钢、铸件及非金属材料。
3.刀片刃口应保持锋利,刃口钝或损坏,应及时磨修或调换。
4.多人操作时应有专人指挥,配合要协调。
5.剪板机上禁止同时剪切两种不同规格的材料,不准重叠剪切。
6.剪板入料时禁止把手促进压板下面操作。剪短料时应另用铁板压住,剪料时手指离开刀口至少200毫米。
7.用撬捧对线后,应立即将撬捧退出方可剪切,如铁板有走动,应用木枕塞牢,以免压脚下来后撬捧弹出伤人。
8.剪好的工件必须放置平稳,不要堆放过高,不准堆放在过道上。边角余料及废料要及时清理,保持场地整洁。 数控剪板机的正常运行依赖于各个零部件的协调配合。

数控剪板机的数控操作掌握面板是由机器开关,指示灯及按钮组成;机器分三种操作方式:调整、半自动和全自动;数控系统为可编程掌握系统,主要包含显示器和用于编程操作和掌握操作的相关按键;编程操作有自动模式、手动模式、手动移轴模式、编程常量、程序选择五种操作模式,用向上的光标键捋光标移动到顶部,用左右光标选定操作模式,在当前的操作模式下,用光标键进行全屏编辑,移动相应的参数输入区,输入设定值,按回车键确认。剪板机的刀片采用上下对切设计,上刀片向下运动与下刀片配合,实现板材的剪切分离。江西液压数控剪板机油缸
液压剪板机调整剪切行程、既可提高加工效率,又可实现分段剪切功能。扬州不锈钢剪板机报价
伺服控制系统是数控剪板机的关键控制单元,通过伺服电机、伺服驱动器、位置检测装置等部件,实现刀片运动、后挡料定位等动作的精确控制,是保障剪板机高精度、高效率加工的关键。伺服控制系统的工作原理是:PLC 控制器发送运动指令给伺服驱动器,伺服驱动器根据指令控制伺服电机运转,位置检测装置(如光栅尺、编码器)实时采集伺服电机的转速与位置信息,反馈给伺服驱动器,形成闭环控制,确保电机按照预设轨迹与速度运动。伺服控制系统在剪板机中的应用主要包括后挡料定位控制与刀片运动控制:后挡料定位控制采用伺服电机 + 滚珠丝杠传动,伺服控制系统可实现后挡料的快速、精确定位,重复定位精度可达 ±0.01mm,满足高精度剪切需求;刀片运动控制通过伺服电机直接驱动刀片或控制液压伺服阀,实现刀片剪切速度、行程的精确调节,支持剪切速度的无级调速,适配不同材质与厚度的板材加工。伺服控制系统的主要优势在于响应速度快、控制精度高、运行平稳:伺服电机的响应时间小于 10ms,可快速实现启停与速度切换;位置控制精度可达微米级,确保剪切尺寸的一致性;通过优化伺服控制算法,减少运动过程中的冲击与振动,提升设备运行稳定性。扬州不锈钢剪板机报价
安徽中德机床股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在安徽省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!





