液压剪板机生产厂家针对设备设计中的关键问题,实施了以下改进方案: 同步扭轴强度优化:通过力学计算与结构分析,明确同步扭轴抗扭刚度是保障剪板机稳定运行的关键要素。针对部分机型因扭轴强度不足导致的启动即停、板材剪切失效问题,厂家将抗扭强度作为设计硬性指标,确保设备在高压工况下持续作业。 刀架定位精度控制:严格按设计图纸将刀架装配至指定剪切角位置,同步实现两齿条与同步扭轴端齿轮的多方面啮合,并采用定位销固定齿条位置,消除因装配误差导致的传动失效风险。 分度圆直径优化设计:基于结构强度验证,通过缩小分度圆直径降低齿轮受齿条作用力时的扭转力矩,同步减少同步扭轴变形量,在保证设备承载能力的前提下提升传动效率。 刀架导轨间隙调整:将导轨侧向间隙控制在0.05-0.15mm的合理范围,预留因工作温度变化产生的热膨胀空间。通过适度放大间隙避免刀架因摩擦力矩过大导致的卡死现象,确保设备在连续作业中的运行稳定性。数控剪板机是一种专注于金属切割领域的高精度机床设备。江西大型剪板机系统
数控剪板机正确的安装方式: 机床的安装精度将直接影响机床的使用性能,所以本机床的安装必须由专业人员(或制造商派人到现场)进行。机床必须安装在稳定、坚硬的基础上,工作区域地面必须按基础图要求覆盖厚的混凝土层且校正水平(平面度2mm/m)。用户可在安装前,先按说明书中地基图,挖好基础,浇灌机座,预留四个地脚螺栓安装孔并注意将四块垫铁放置在规定位置,待机床落座后安装地脚螺钉,进行二次灌浆。待水泥全部凝固后,通过支承螺钉和垫板调整机器水平,再调准工作台面水平。调整工作合面水平时,拆掉工作合上中间一块带钢球的台板,将水平仪横放在工作台凸起的加工面上,用机床前侧的左右两个支承螺钉来调节机床的横向水平;再将水平仪纵放,用机床后侧的左右两个支承螺钉来调节机床的纵向水平。其横向和纵向水平应控制在1000:0.2mm之内。江苏液压闸式剪板机维修剪板机通过施加压力与剪切力,实现对金属材料的精确且有效剪切。

在使用金属板材较多的工业部门,都需要根据尺寸要求对板材进行切断加工,所以剪板机就成为各工业部门使用普遍的板料剪断设备。主要用于剪裁各种尺寸金属板材的直线边缘。该设备应用普遍,具有结构简单,维修方便,经济实用的优点。其冲剪力为10吨,滑块的行程为22mm,每分钟剪切30次。由电动机提供动力,经过传动带与传动齿轮减速。设计中采用的执行机构为对心曲柄滑块机构,这一机构将剪板机传动系统的旋转运动转变为滑块的往复直线运动,实现对板料的剪切。曲柄滑块机构具有结构简单、加工容易、维修方便、经济实用的优点,在机械设备中应用普遍。
液压剪板机传动系统的设计关键在于实现精确剪切与稳定运行,其设计要点及运动分析如下: 1.液压传动系统设计 设备采用双液压系统协同工作:主油缸驱动上刀架完成往复剪切动作,为保障剪切精度与稳定性,设计采用双单作用单活塞缸串联结构实现下压。同时,为防止板材翘曲影响剪切质量,增设液压压料机构,通过合理选型液压元件(如高精度阀组、耐磨密封件)确保系统运行平稳。需特别注意的是,液压系统对油液污染极为敏感,微小杂质可能导致精度下降或元件磨损,因此设计中需集成防尘过滤装置、低噪声泵站及封闭式油箱,以延长系统寿命并降低维护成本。 2.运动轨迹优化 采用斜刃剪切设计时,上刀片与下刀片在剪切点的间隙极小,因此液压缸动作流程大幅简化:主油缸只需工进完成剪切,回程通过弹簧力实现;压料油缸同样只需工进压紧板材,回程由弹簧复位。关键控制点在于动作时序——压料油缸必须提前于主油缸动作,确保板材在剪切前被完全压紧,避免因板材位移导致剪切面不平整。这一时序控制通过液压系统的压力传感器与PLC逻辑联动实现,可有效提升剪切质量。剪板机工作后应将上刀架落在下方位置上。

剪板机作为数控机械领域的典型设备,具备以下技术特征与应用优势: 1.结构设计 采用抵抗键式离合器与开式齿轮传动系统,配备先进电器控制模块(脚踏开关/手动开关),实现低噪音运行与便捷维护。机身采用全钢焊接结构,兼具简约造型、低能耗特性与高的强度稳定性。 2.应用领域 普遍应用于冶金、轻工、机械制造、五金加工、电机电器、汽车维修及金属薄板加工等行业。 3.压料装置原理 通过压板与双头螺钉的联动设计实现精确压料: 常态下,弹簧驱动压板紧贴工作台,确保板料剪切时无位移; 上刀架上行时,双头螺钉联动提升压板,便于进料; 上刀架下行时,压板率先压紧板料,为剪切提供稳定支撑。操作手册应详细说明紧急停止步骤。安徽数控摆式剪板机报价
剪板机是金属板材加工中用于精确剪切的关键设备,可将大尺寸板材按预设尺寸裁剪为所需规格。江西大型剪板机系统
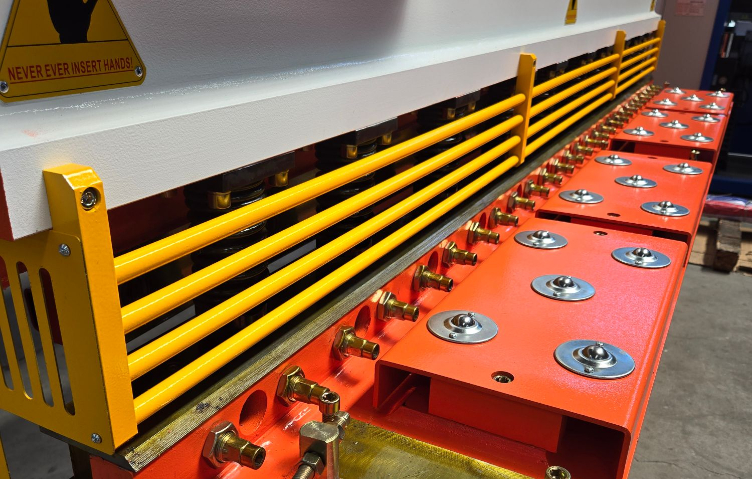
剪板机是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。剪板机可分为:脚踏式(人力)、机械剪板机式、液压摆式剪板机、液压闸式剪板机等。剪板机常用来剪裁直线边缘的板料毛坯。剪切工艺应能保证被剪板料剪切表面的直线性和平行度要求,并尽量减少板材扭曲,以获得高质量的工件。剪板机工作前,刀片的刃口必须保持锐利,如刃口变钝或有崩裂现象,应及时磨利或更换。刀板应紧固牢靠,刀片必须紧贴,上、下刀板面保持平行,调正后应用人工盘车检验,以免发生意外。其刀片间隙应根据剪切钢板厚度确定,一般为被剪板料的厚度5~7%之间,每次间隙调整都应用手转动飞轮,使上下刀片往复运动一次,并用辅助测量工具检查间隙是否合适,防止弹簧崩断或损伤刃口。江西大型剪板机系统
安徽中德机床股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在安徽省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来安徽中德机床股份有限公司和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!