ST4 阶段的人工辅助上料在汽车油箱柔性生产线中起到了灵活补充的作用。虽然生产线高度自动化,但在某些情况下,如处理特殊型号的油箱或应对突发的物料供应问题时,人工辅助上料能够发挥重要作用。操作人员可以根据生产需求,将油箱准确地放置在指定位置,配合自动化设备完成上料过程。人工辅助上料与自动化设备的协作,既保证了生产的灵活性,又不会影响生产线的整体自动化水平,使得生产线能够更好地适应各种复杂的生产情况,提高了生产的适应性和可靠性。生产线机器人全自动换型系统支持六款型号 30 秒内无人切换。东莞高速运转汽车燃油箱柔性生产线前景
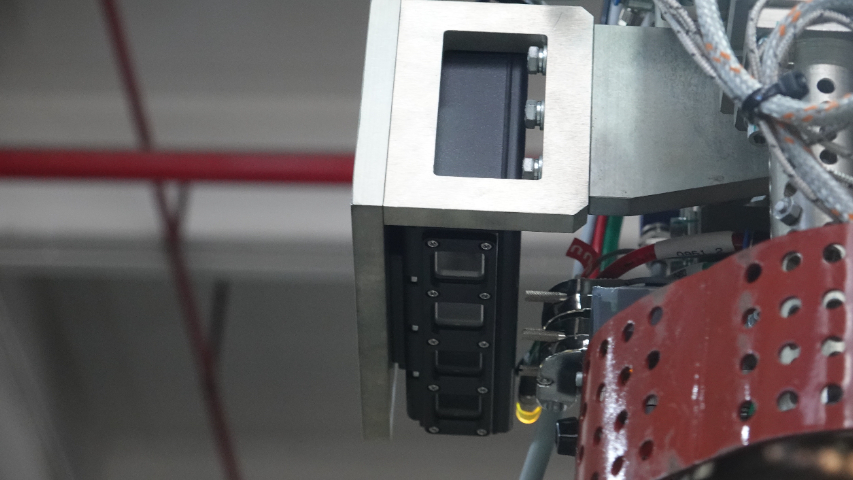
ST3 阶段是汽车油箱柔性生产线中焊接加工的关键环节,其先进的技术配置确保了焊接的高质量和稳定性。焊接机器人搭配六轴机器人智能分中系统,具备强大的自适应调节能力,能够根据实际情况自动调节焊接路径与参数,实现焊接基准的自标定与动态补偿。这一功能有效应对了生产过程中可能出现的各种偏差,保证了焊接位置的准确性和一致性。同时,该阶段还实现了同步在线过程监测,能够实时监控焊接过程中的各项参数,如电流、电压、温度等,一旦发现异常情况,可及时发出警报并采取相应措施,避免不合格产品的产生。通过优化节拍,ST3 阶段进一步提高了生产效率,使得整个生产线的运作更加流畅高效。苏州快速汽车燃油箱柔性生产线优势ST3 在线监测数据为焊接工艺优化提供数据支撑。
ST4 阶段的共用热摸方式在降低设备成本的同时,也简化了生产管理流程。传统生产线为不同型号的油箱配备不同的热摸设备,不仅增加了设备投资和占地面积,还需要复杂的设备管理和维护流程。共用热摸方式通过巧妙的机械设计和参数调节,使同一套热摸设备能够适应不同型号油箱的加工需求,减少了热摸设备的数量。这不仅降低了设备采购和维护成本,还减少了设备更换和存储的管理工作量。同时,共用热摸方式使得换型过程中无需进行热摸设备的更换,只需要通过参数调整即可完成,很大程度上缩短了换型时间,提高了生产管理的效率和生产线的柔性。
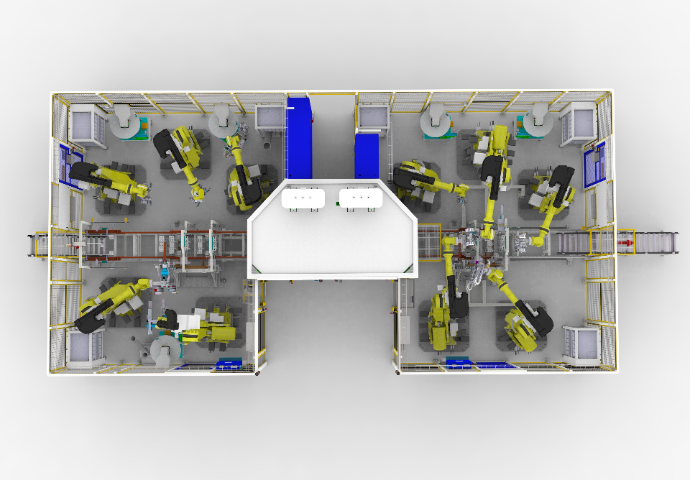
三套人机交互界面(HMI)的合理布局与功能分工,为汽车油箱柔性生产线的操作和管理提供了便捷、高效的平台。三套 HMI 分别部署在生产线的入口区域、控制室和关键工位附近,各自承担不同的功能:入口区域的 HMI 主要用于型号识别参数设置、物流系统监控等;控制室的 HMI 则实现对全线生产状态的集中监控、数据统计分析和生产计划调度;关键工位的 HMI 供现场操作人员进行参数调整、故障处理和手动操作。这种布局和分工使得操作人员和管理人员能够在合适的位置获取所需信息和进行操作,避免了信息集中带来的操作拥堵,提高了生产管理的效率。同时,统一的界面设计风格确保了操作的一致性和易用性。ST3 智能分中系统通过精确测量确定初始焊接基准。
设备三重安全防护措施为汽车油箱柔性生产线的高效生产保驾护航,体现了生产线在安全管理方面的严谨性。安全光栅能够形成一道无形的防护屏障,当有人或物体进入危险区域时,光栅会立即检测到并发出信号,使设备停止运行,防止人员受伤和设备损坏。安全门则对危险区域进行了物理隔离,只有在设备停止运行且安全门关闭的情况下,生产才能正常进行,有效避免了人员误入危险区域。警示灯则通过不同的颜色和闪烁方式,向操作人员和管理人员传递设备的运行状态和故障信息,提醒相关人员注意安全。这三重安全防护措施相互配合,形成了一个安全防护体系,确保了生产过程中的人员安全和设备安全。ST2 送料机构与机器人协同完成自动送料取件操作。上海汽车燃油箱柔性生产线源头厂家
ST3 焊接数据与 MES 互通实现全流程质量管控。东莞高速运转汽车燃油箱柔性生产线前景
ST3 阶段实现的焊接基准自标定与动态补偿功能,是汽车油箱柔性生产线应对生产过程中不确定性因素的重要技术手段。在长期生产过程中,由于设备磨损、温度变化等因素的影响,焊接基准可能会发生微小的偏移。自标定功能能够定期对焊接基准进行自动检测和校准,确保基准的准确性。而动态补偿功能则在焊接过程中实时监测焊接位置与基准的偏差,并根据偏差大小自动调整焊接路径和参数,及时纠正偏差。这两项功能相互配合,有效保证了焊接位置的精度,减少了因基准偏移导致的焊接缺陷,提高了产品的合格率和生产的稳定性。东莞高速运转汽车燃油箱柔性生产线前景