电子膨胀阀阀芯磨损模拟检测: 为了评估电子膨胀阀阀芯的长期密封性能,设备配备了专门的机械磨损试验台联动技术。检测过程分两步走:首先,设备会驱动膨胀阀的阀芯进行高达 10 万次的启闭循环动作,这个次数是模拟膨胀阀大约 5 年的实际使用寿命。完成这个磨损模拟之后,紧接着就对同一个膨胀阀进行精密的氦气密封性能检测,并且详细记录磨损循环前后的泄漏率变化数据。正常情况下,经过这10万次循环后,泄漏率的增长幅度应该小于 20%。如果检测发现泄漏率的增幅超过了这个安全阈值,设备就会判定是阀芯的密封面出现了过度磨损。这项技术非常实用,因为它能提前筛选出那些潜在的、耐久性不足的产品,使电子膨胀阀的使用寿命评估准确性提升了 40%,从而有助于减少售后需要更换阀门的频率。热交换器工艺改进,氦气设备数据支撑焊接质量提升。武汉新款汽车空调系统关键零部件高精度氦气检漏设备应用范围
热交换器法兰面密封槽检测: 为了提升法兰面密封槽检测的准确度,设备引入了先进的激光轮廓扫描辅助技术。工作流程是这样的:设备会先用激光轮廓仪对法兰的密封槽进行详细的三维形态扫描,精确获取槽宽、槽深等关键几何参数。然后,系统就会根据这些扫描得到的数据,自动调整后续氦气检测所需的压力和检测时间。这样做的好处在于,如果密封槽存在局部变形或者细微的划痕这类加工缺陷,系统就能重点“关照”这些区域的泄漏情况。这项技术使得因密封槽本身加工问题导致的泄漏检出率提升了 30%。更重要的是,它为后续选择合适规格的密封件以及指导正确的安装操作,提供了非常好的数据支持。中山自动化汽车空调系统关键零部件高精度氦气检漏设备共同合作电子膨胀阀检测标准制定,氦气设备数据提供参考依据。
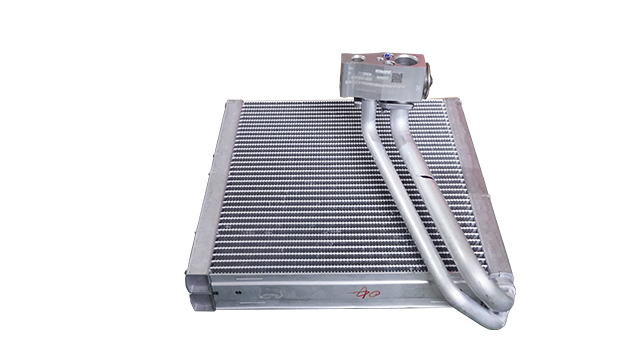
在蒸发器的多流程管路检测中,高精度氦气检漏设备采用分段隔离技术很大程度上解决了串漏误判问题。设备通过自动阀门组依次对蒸发器的每个流程管路单独充入氦气,其他流程保持真空状态,从而实现单流程检测。在检测过程中,如果某个流程存在泄漏情况,系统能够定位至具体流程编号及对应管路位置,避免了传统整体检测时多流程串漏而导致的故障定位模糊。该技术使蒸发器维修效率提升 40%,同时为生产工艺中管路焊接质量的针对性改进提供数据支撑。
在针对电子膨胀阀的脉冲宽度调制(PWM)工况检测中,高精度氦气检漏设备的动态响应技术能够准确捕捉瞬时泄漏。设备在膨胀阀接收 到PWM 控制信号(频率 10 - 100Hz)做动态开关动作时,能够同步进行氦气检测,采样频率将提升至 5kHz,从而可以捕捉阀门启闭瞬间因为密封面冲击而产生的瞬时泄漏情况(通常持续<10ms)。该技术对于评估膨胀阀在变频空调系统中的动态密封性能至关重要,使得因为阀门瞬时泄漏导致的制冷量波动问题减少了 50%,提高了产品安全性。压缩机壳体砂眼检测,氦气设备真空浸泡法灵敏度高。
在汽车空调压缩机的壳体法兰面检测中,高精度氦气检漏设备采用了面扫描成像技术。设备的检测探头阵列(含 有20 个微型的氦气传感器)沿着法兰面做螺旋轨迹扫描,实时构建泄漏率分布热力图,从而直观呈现上法兰面上不同位置的泄漏差异(如螺栓孔周边密封不良)。同时系统自动计算法兰面的平均泄漏率与相关的泄漏点数值,为密封垫片的选型以及法兰加工平面度优化提供量化依据,使得压缩机法兰面的密封合格率获得明显提升,达到了 惊人的99.5%。热交换器异种材料连接,氦气设备热冲击后检测密封。武汉上下线汽车空调系统关键零部件高精度氦气检漏设备售后服务
压缩机氦气回收系统,检漏设备降低氦气消耗成本。武汉新款汽车空调系统关键零部件高精度氦气检漏设备应用范围
高精度氦气检漏设备在汽车空调压缩机动态密封检测中独具优势。传统静态检测难以模拟压缩机运行时的密封状态,该设备通过特制工装带动压缩机主轴旋转,在动态工况下充入氦气,实时监测旋转密封面的泄漏情况。检测过程中,设备可控制主轴转速(0 - 3000r/min 可调),模拟压缩机不同运行状态,泄漏检测精度保持在 1×10⁻⁹ Pa・m³/s。动态检测数据能直接反映压缩机实际工作时的密封性能,为优化轴封结构设计提供关键依据,大幅提升压缩机在整车运行中的可靠性。武汉新款汽车空调系统关键零部件高精度氦气检漏设备应用范围