- 产地
- 河北沧州市
- 品牌
- 海德尔
- 型号
- ZCQ
- 是否定制
- 否
介质对金属磁力泵的八大注意事项:
(5)缝隙腐蚀
缝隙腐蚀是一种局部腐蚀,指缝隙中充满腐蚀性液体后,由于缝隙中含氧量下降和(或)PH降低导致金属钝化膜的局部破坏而引起的腐蚀。不锈钢在CL ̄溶液中经常发生缝隙腐蚀。
缝隙腐蚀和点腐蚀在形成机理上很相似。两者均是由CL ̄的作用及钝化膜的局部破坏而引起的。随着CL ̄含量的增加及温度的上升,缝隙腐蚀发生的可能性增大。
采用Cr、Mo含量高的金属可防止或降低缝隙腐蚀发生。
(6)应力腐蚀
应力腐蚀是指应力和腐蚀环境共同作用下引起的一种局部腐蚀。
奥氏体Cr―Ni钢在CL ̄介质中较易发生应力腐蚀。随着CL ̄含量、温度和应力的上升,越易发生应力腐蚀。一般70~80℃以下不发生应力腐蚀。
防止应力腐蚀的措施是采用高Ni含量(Ni为25%~30%)的奥氏体Cr―Ni钢。 衬四氟磁力泵取消了传统衬四氟磁力泵的机械密封,采用了衬四氟磁力泵隔离套形式,完全将介质隔离。武清区磁力泵技术成熟

磁力驱动泵的适用范围及输送介质
磁力驱动离心式化工流程泵,它***适用于化工、石油化工、冶金、制药、印染、造纸、电镀等企业的生产流程输送腐蚀性的或不允许污染的、相对密度在1.84以下、黏度类似于水、不含铁屑杂质和固体颗粒的液体,特别适用于易燃、易爆、易挥发液体和0及贵重介质的输送。
磁力驱动泵的传动特点及传动方式
1. 传动特点
磁力驱动泵磁力传动采用了拉推密集型圆筒形结构,在同样磁体积的情况下其能传递的扭矩是分散型磁结构的1.5倍左右,这种结构将磁能的利用率发挥到比较大,同时内、外转子的重量也大为减轻,减低了转子系的重量和不平衡性对滑动轴承的影响。
耐腐蚀化工泵磁力泵价格优惠防止均匀腐蚀的措施是:采取合适的材料(包括非金属),在泵设计时考虑足够的腐蚀裕量。

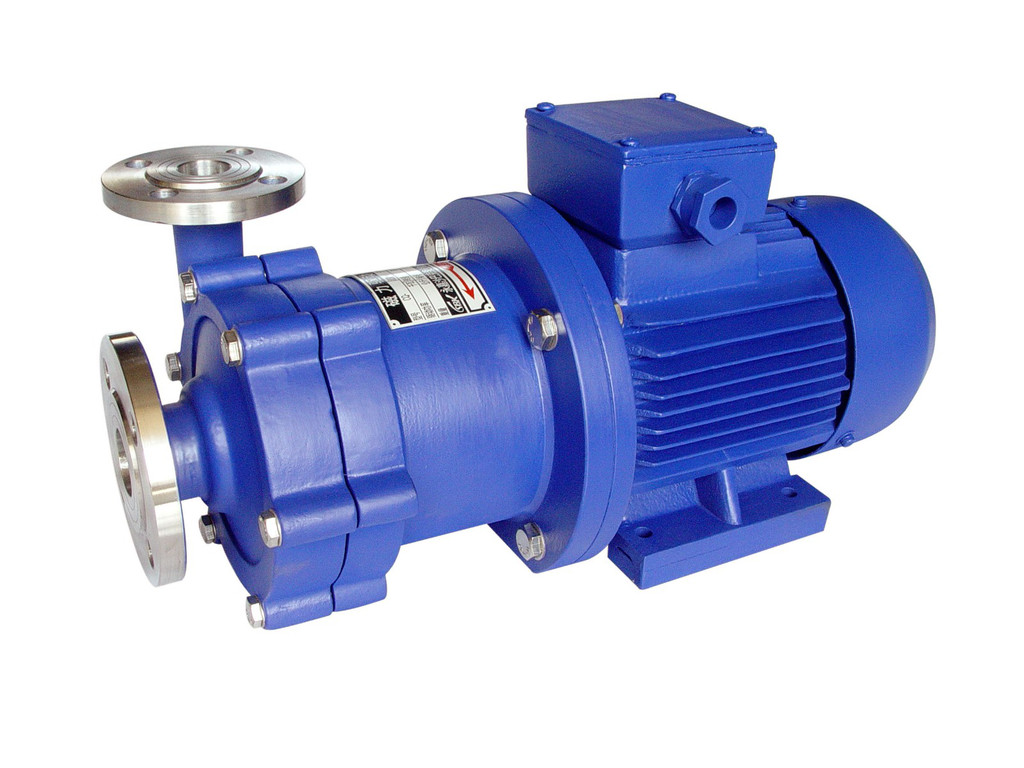
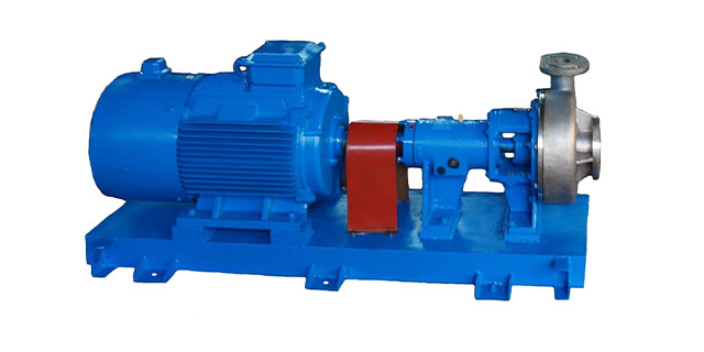
CQB重型(高温)磁力驱动泵产品概述CQB型高温磁力离心泵通常由电动机,磁力偶合器和耐腐蚀离心泵组成。其主要特点是利用磁力偶合器传递动力、完全无泄漏采用多重循环冷却结构,保证了原动力和磁传动的可靠性和稳定性,同时采用柱销联轴器减少了泵的噪音和震动,便拆式和柱销联轴器同时使用,使泵的结构增长,更有利于泵的散热。同时,也十分方便用户的维修或更换零件,在泵的外转子部分还设计了散热风叶,确保磁钢的稳定性。CQB重型(高温)磁力驱动泵CQB-F型氟塑料磁力驱动泵产品概述CQB-F型氟塑料磁力驱动泵,采用磁力耦合传动,不存在动密封点,因此彻底杜绝了一般轴传动式离心泵轴封处跑、冒、滴、漏的现象。其过流部件采用氟塑料工业陶瓷制成,具有优异的耐腐性及密封性,不老化等优点。传动功率3kW以下或小于DN50mm的为全氟塑料磁力驱动泵。产品特点磁力泵结构紧凑、外形美观、体积小、噪音低、运行可靠...ZCQ型自吸式磁力驱动泵产品概述ZCQ型自吸式磁力驱动泵(以下简称自吸泵),该泵以静密封取代动密封,使泵的过流部件处于完全密封状态,彻底解决了其它泵机械密封无法避免的跑、冒、滴、漏之弊病。
磁力泵常见故障,及如何解决磁力泵轴承损坏磁力泵的轴承采用的材料是高密度碳,如遇泵断水或泵内有杂质,就会造成轴承的损坏。圆筒形联轴器内外磁转子间的同轴度要求若得不到保证,也会直接影响轴承的寿命。磁力泵扬程不足造成这种故障的原因有:输送介质内有空气,叶轮损坏,转速不够,输送液体的比重过大,流量过大。磁力泵流量不足造成流量不足的主要原因有:叶轮损坏,转速不够,扬程过高,管内有杂物堵塞等。磁力泵打不出液体磁力泵打不出液体是泵最易出现的故障,其原因也较多。首先应检查泵的吸入管路是否有漏气的地方,检查吸入管内空气是否排出,泵内灌注的液体量是否足够,吸人管内是否有杂物堵塞,还应查一查泵是否反转(尤其是在换过电机后或供电线路检修过后),还应注意泵的吸上高度是否太高。泵轴折断磁力泵的泵轴采用的材料是99%的氧化铝瓷,泵轴折断的主要原因是,因为泵空运转,轴承干磨而将轴扭断。拆开泵检查时可看到轴承已磨损严重预防泵折断的主要办法是避免泵的空运转。通过以上检查若仍不能解决,可将磁力泵拆开检查,看泵轴是否折断,还应检查泵的动环,静环是否完好,整个转子可否少量轴向移动。若轴向移动困难。叶轮为离心泵的供能装置,是直接对泵内液体做功的部件。
自吸式磁力泵操作原理:
自吸磁力泵采用先进的外混式轴向回水泵体结构设计,泵体由吸液室、储液室、蜗壳、回流孔、气液分离室等部份组成。泵启动后,在离心力的作用下,吸水室中的剩余液体与进液管路中的空气被叶轮搅拌形成气液混合物,混合物通过蜗壳进入气液分离室,随着流速降低,导致气水分离,空气由泵出液口排出,液体经回流孔返回泵腔内,经过多次循环,进液管道中的空气被逐渐排空,使泵腔内形成一定的真空度,低位槽中的液体在大气压的作用***向泵进口,达到自吸的作用,这一系列的自吸过程是泵在刚启动的1至3分钟内自动完成,无需人工干预,当液体充满泵的进液管路与泵腔后泵组即自动进入正常运行状态。
磁力自吸泵的驱动装置采用主动磁铁联轴器直接装在电机轴上,通过磁力偶合间接驱动转子组合上的叶轮旋转,泵腔全部封闭,完全无泄漏。 离心泵工作时液体介质在流经叶轮的运动过程中会获得能量,导致静压能增高,同时增大流速。浦东新区不锈钢磁力泵磁力泵
当液体离开叶轮进入泵壳后,由于壳内流道逐渐扩大而减速,部分动能转化为静压能,沿切向流入排出管路。武清区磁力泵技术成熟
扬程过高,管内有杂物堵塞等。不锈钢磁力泵的发展离不开永磁传劫的技术发展。英国HMD公司在20世纪40年代就将一台无泄漏不锈钢磁力泵推向市场。1969年荷兰人贝格尔研制成功新型稀土钴永磁材料,用于不锈钢磁力泵,进一步提高了泵的传动效率。1970年初,日本Iwaki公司MDX型系列的各种不锈钢磁力泵相继问世。1973年初,由氟塑料制成非金属氟塑料磁力泵投放市场。1979年原联邦德国展出了新的MDF—100型磁力驱动泵。后来,德国Klaus公司于1981年研制出150kW的多级磁力泵,并将输送介质约温度提高到450°C,成为当时世界上大型磁力泵之一。国外磁力泵的流量达1150m3/h,扬程达500m,压力达,高温度达到450℃,电动功率350kW。全自动盐酸专用磁力泵在日常维护中需要清理设备周围影响设备和操作人员安全的杂物。开车前应将泵内灌满须输送的液体(如泵是在吸上的情况),耐腐蚀磁力泵排行,打开进口阀,关闭出口闸阀,接好电源。接通电源,检查泵的转向是否正确.机组试运3-6分钟,如无异常现象可投入运行。在长期停机或泵检修后开车时,拆下电机的风扇罩并手动盘车,检查磁力泵转动是否灵活,在确认没有问题后装好风扇罩。武清区磁力泵技术成熟
泵作为一种使液体能量增值的流体机械产品,广泛应用于国民经济建设中的各个领域,在众多的泵类产品中,化工泵占有非常重要的一席之地。据有关数据显示,近几年我国化工泵行业的增长率一直保持高速增长。而且随着水处理、石化、石油、天然气、水工业和其它相关行业的发展,我国未来对化工泵需求将会不断扩大,预计未来化工泵的年增长速度不会低于15%~20%。
化工泵是全国联合设计的节能泵,化工泵的性能、技术要求均根据国际标准ISO2858所规定的性能和尺寸进行设计,具有输送介质性质特殊、使用条件恶劣以及技术要求高等特点。由于以上特点,使用单位对化工泵设计制造的技术要求也越来越高
沧州海德尔泵业是一家集科研、生产、销售、服务为一体的泵业公司。自公司创立以来,公司便确定了打造泵业精品的路线。沧州海德尔泵业有限公司拥有一支高素质的研发团队和技术工人队伍,精良的制造设备更为产品质量提供了有力的保障。由海德尔泵业研发制作的海德尔泵、化工流程泵、石油化工泵等泵产品,一直以高规格的产品性能在业内享有盛誉,并广泛应用于石油、化工、船舶、电力、冶金及国防科研等行业。

进、出口压差对磁力泵运行可靠性的影响: 压差的控制对磁力泵可靠性的影响体现在以下方面: (1)由于安装的磁力泵为立式泵,轴向吸入,径向排出,上部滑动轴承处于相对较高的位置,当流量尽可能调高,进、出口压差降至较低时,泵内易产生气蚀,而处于较高位置的轴承受气蚀影响比较大,轴承如果长期在润滑冷却不充分的工况下运行,会造成磨损严重,泵效率降低,甚至损坏机泵的***。 (2)轻油装车时启动 2台磁力泵装运多节铁路槽车,由于槽车充装量及流速的差别,装车阀门频繁操作,造成管路运行工况不稳定,压力波动大,因为启用的2台泵都为工频电路,且2台泵都在较大流量...
- 西青区耐腐蚀磁力泵磁力泵 2025-07-20
- 云南磁力泵口碑好 2025-07-16
- ZCQ型自吸式磁力泵磁力泵价格优惠 2025-07-14
- 宝坻区耐腐蚀磁力泵磁力泵 2025-07-09
- 红桥区磁力泵专业制造 2025-07-08
- 防腐化工泵磁力泵价格合理 2025-07-08
- 上海耐腐蚀化工泵磁力泵 2025-07-08
- 徐汇区耐腐蚀自吸磁力泵磁力泵 2025-07-07
- 中国澳门CQ型磁力驱动泵磁力泵 2025-07-07
- 河西区耐腐蚀化工泵磁力泵 2025-07-06




- 山西磁力泵设计新颖 2025-07-06
- 湖南磁力化工泵磁力泵 2025-07-05
- 金山区化工磁力泵磁力泵 2025-07-05
- 和平区磁力泵价格合理 2025-07-05
- 山西磁力泵价格优惠 2025-07-05
- 海南磁力泵生产历史长 2025-07-05





- 宝山区高扬程气液混输泵旋盘泵 08-12
- 安徽用于菜籽油精炼真空出料齿轮泵 08-12
- 南通高扬程固液混输泵旋盘泵 08-12
- 顺义区多级浆料泵旋盘泵 08-12
- 盐城不锈钢转子泵卫生泵 08-12
- 浙江锂电池浆料无损伤输送泵旋盘泵 08-12
- 无锡卫生泵生产历史长 08-12
- 广东真空出料齿轮泵口碑好 08-12
- 广东高扬程多级气液固混输泵旋盘泵 08-12
- 长宁区食品泵卫生泵价格合理 08-12