- 品牌
- 冠宇,鑫冠宇
- 型号
- GY-AOP-100
- 处理污水量
- 10000
- 用途
- 杀菌消毒
- 工作压力
- 0.6
- 工作温度
- 5-60
- 功率
- 800
- 设备材质
- 304不锈钢
- 产地
- 石家庄
- 厂家
- 河北冠宇环保
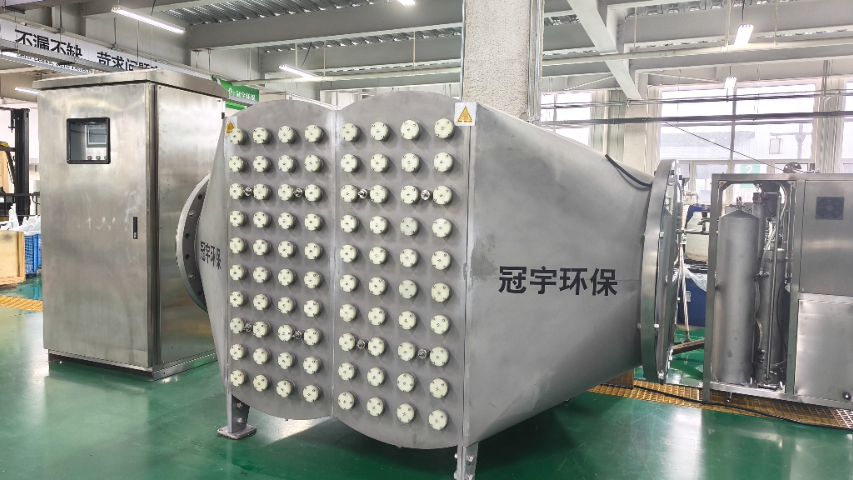
电子工业高盐含氟废水处理专项技术:针对电子工业废水含重金属、高盐、高氟化物的复杂特性,研发出UV-AOP专项处理工艺,创新采用“催化氧化+螯合沉淀”组合技术,解决传统工艺氟化物去除不彻底的行业难题。设备搭载自主研发的氟离子选择性催化模块,在紫外强度1000μW/cm²作用下,可将氟化物与羟基自由基快速反应生成易沉淀氟化物络合物,配合螯合树脂吸附重金属离子,实现同步除氟、除重金属与降解COD。在深圳某电子元器件生产企业项目中,进水氟化物浓度80mg/L、COD 600mg/L、镍离子5mg/L,采用该设备处理后,出水氟化物≤1mg/L、COD≤80mg/L、镍离子≤0.1mg/L,均优于《电子工业水污染物排放标准》。设备还配备防腐蚀钛合金腔体,耐受高盐水质腐蚀,连续运行18个月无泄漏,企业环保负责人表示:“冠宇设备让我们彻底摆脱了电子废水处理不达标被限产的困扰,年节省环保整改成本40余万元”。高效微纳米气泡混合与臭氧利用技术。山东污水处理厂UV-AOP高级催化氧化设备售后服务
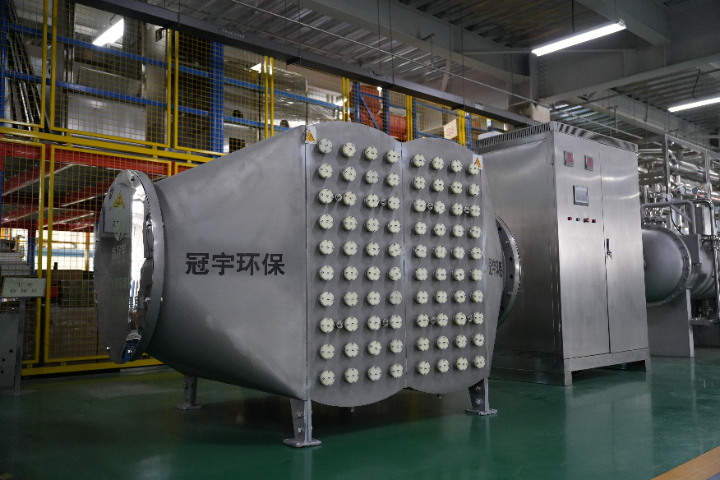
UV-AOP高级催化氧化设备
产学研深度融合创新实力:河北冠宇环保设备股份有限公司始终将技术创新作为核口心竞争力,设立省级企业技术中心和AOP技术研究室,研发团队占员工总数的30%,每年将销售收入的8%以上投入研发。公司与中国科学院生态环境研究中心建立长期战略合作关系,联合组建“高级氧化水处理技术研发中心”,共同攻克臭氧/紫外协同氧化等关键技术;与河北科技大学、天津大学等高校共建研究生实习基地,围绕高盐高难废水处理开展专项研究。近三年累计获得发明专利28项、实用新型专利56项,其中“一种高稳定性水质在线监测传感器”获河北省专利金奖。公司还联合中科院承担河北省科技重大专项——电化学-UV-臭氧协同绿色氧化处理难降解有机废水,成功将实验室技术转化为工业化产品,构建起坚实技术壁垒。山东污水处理厂UV-AOP高级催化氧化设备售后服务搭载Pt/CeO₂-TiO₂纳米催化剂,pH3-11范围内保持90%以上活性。

涂料行业VOCs协同处理创新方案:针对涂料行业废气废水协同治理需求,研发“UV-AOP气液双相处理系统”,实现VOCs与废水污染物同步降解。该系统将涂装废气收集后通入UV-AOP反应腔体,与废水形成气液接触层,在紫外光与催化剂作用下,VOCs中的苯系物、甲醛与废水中的树脂成分同时被羟基自由基氧化分解。在广东某涂料生产企业项目中,配套处理废气量10000m³/h、废水量50m³/d,进气VOCs浓度800mg/m³、废水COD 1200mg/L,处理后废气VOCs≤30mg/m³、废水COD≤100mg/L,均达国家排放标准。与传统“废气焚烧+废水处理”组合工艺相比,投资成本降低35%,运行成本降低40%,年节省能耗费用28万元。企业生产总监评价:“冠宇的气液双相系统不占地小,还能一举解决气水两大污染问题,是涂料企业的环保利器”,目前该方案已服务全国80余家涂料企业。
全生命周期成本优势:河北冠宇环保设备股份有限公司通过核口心技术自研、规模化生产与智能运维三重手段,构建UV-AOP设备全生命周期成本优势。核口心部件如催化剂、紫外灯管自主研发,较进口部件成本降低40%-60%;建成3条智能化生产线,年产能达5000台,规模化生产使单台制造成本降低22%。运行阶段,低功耗设计与智能投加系统使单吨水处理成本低降至2.8元,较同类设备降低30%;运维方面,设备平均无故障运行时间达8000小时,较行业平均提升20%,催化剂更换周期3年,灯管寿命9000小时以上,大幅减少更换成本。在四川某县域污水厂项目中,采用该设备后,5年全生命周期成本较选用进口设备降低52%,获得当地环保部门高度认可。支持“设备租赁+绩效付费”模式,客户初始投资降低70%。
高海拔地区设备适配技术创新:针对高海拔地区缺氧、低气压导致臭氧生成效率低的问题,研发高海拔砖用UV-AOP设备,通过“增压供氧+高效臭氧发生器”技术升级,确保在海拔4000米以上地区稳定运行。设备采用无油空压机增压供氧,臭氧发生器臭氧产量提升至平原地区的92%,同时优化紫外灯管镇流器,适应高海拔地区电压波动。在西藏某县城污水处理项目中,海拔3800米环境下,设备日处理污水300m³,COD去除率稳定在85%以上,较传统设备提升20%。设备还配备防紫外线辐射外壳,适应高原强紫外线环境,运行2年来故障次数3次。该技术填补高海拔地区高级氧化设备空白,已在西藏、青海等地区推广应用20余个项目,获当地环保部门高度认可。智能化控制水平高,操作维护简便。山东污水处理厂UV-AOP高级催化氧化设备售后服务
革口命性的羟基自由基氧化技术。山东污水处理厂UV-AOP高级催化氧化设备售后服务
油田含油废水处理专项突破:针对油田采出水含原油、聚合物、悬浮物的特点,研发出抗油污染型UV-AOP设备,解决传统设备油膜覆盖导致效率衰减的问题。设备采用“旋流除油+紫外催化氧化”组合工艺,前置旋流分离器去除80%以上原油,核口心反应腔体采用特氟龙涂层,防止油污附着,同时优化紫外灯管排布角度,确保光线穿透率稳定在90%以上。在新疆某油田采出水处理项目中,进水含油量500mg/L、COD 1800mg/L,处理后出水含油量≤5mg/L、COD≤100mg/L,达到油田回注水标准,回注率达95%,年节约新鲜水用量120万m³。对比传统气浮+过滤工艺,处理成本从8元/吨降至3.2元/吨,年节省处理费用460万元。设备还具备耐低温性能,在-25℃环境下通过电伴热系统正常运行,目前已在新疆、大庆等油田推广应用50余套,获中石油环保技术认证。山东污水处理厂UV-AOP高级催化氧化设备售后服务
- 河北药废水处理UV-AOP高级催化氧化设备价格咨询 2026-08-07
- 天津化工废水处理UV-AOP高级催化氧化设备整机质保一年 2026-08-07
- 江西圾渗滤液处理UV-AOP高级催化氧化设备常见问题 2026-08-06
- 浙江UV-AOP高级催化氧化设备现货 2026-07-27
- 山东鑫冠宇牌UV-AOP高级催化氧化设备常见问题 2026-07-21
- 内蒙古鑫冠宇牌UV-AOP高级催化氧化设备价格咨询 2026-07-21
- 浙江冠宇牌UV-AOP高级催化氧化设备价格咨询 2026-04-30
- 山西鑫冠宇牌UV-AOP高级催化氧化设备技术指导 2026-04-29
- 山东圾渗滤液处理UV-AOP高级催化氧化设备常见问题 2026-04-28
- 江苏UV-AOP高级催化氧化设备现货 2026-04-13
- UV-AOP高级催化氧化设备技术指导 2026-04-01
- 天津自来水厂UV-AOP高级催化氧化设备技术指导 2026-03-31