超声波探伤是一种广泛应用于焊接件内部缺陷检测的无损检测技术。其原理是利用超声波在不同介质中的传播特性,当超声波遇到焊接件内部的缺陷,如气孔、裂纹、未焊透等时,会产生反射、折射和散射现象。检测人员将超声波探头与焊接件表面紧密耦合,向焊接件内部发射高频超声波。通过接收反射回来的超声波信号,并对其进行分析...
焊接件检测基本参数
- 品牌
- 丽水阀检
- 公司名称
- 丽水阀检测控技术有限公司
- 行业类型
- 服务
- 安全质量检测类型
- 质量检测
- 检测类型
- 安全质量检测
焊接件检测企业商机
金相组织检测是深入了解焊接件内部微观结构的重要方法。通过金相组织检测,可以观察到焊接区域及热影响区的晶粒大小、形态、分布以及各种相的组成和比例。首先,从焊接件上截取金相试样,经过镶嵌、研磨、抛光等一系列预处理后,对试样进行腐蚀处理,使金相组织能够清晰地显现出来。然后,使用金相显微镜对试样进行观察和分析。对于不同类型的焊接件,如碳钢焊接件、不锈钢焊接件等,其金相组织特征有所不同。在碳钢焊接件中,正常的金相组织应该是均匀的铁素体和珠光体分布。如果焊接过程中热输入过大,可能会导致晶粒粗大,降低焊接件的力学性能。在不锈钢焊接件中,需要关注是否存在σ相、δ铁素体等有害相的析出。通过金相组织检测,能够评估焊接工艺的合理性,为改进焊接工艺提供依据。例如,如果发现晶粒粗大,可以通过控制焊接热输入、采用合适的焊接冷却速度等方式来细化晶粒,提高焊接件的综合性能。密封性检测采用气压或水压试验,保障焊接件介质传输安全。E10015外观检查

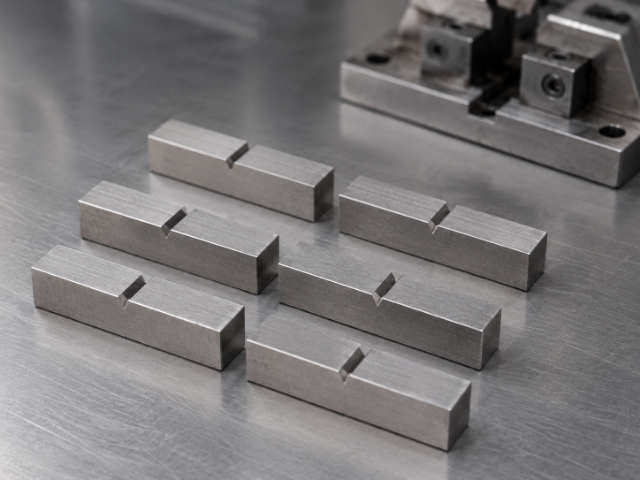
拉伸试验是评估焊接件力学性能的重要手段之一。通过拉伸试验,可以测定焊接件的屈服强度、抗拉强度、延伸率等关键力学性能指标。在进行拉伸试验时,首先要从焊接件上截取符合标准要求的拉伸试样,试样的截取位置和方向要具有代表性,能够反映焊接件整体的力学性能。然后将试样安装在拉伸试验机上,缓慢施加拉力,同时记录力和位移的变化。当拉力达到一定程度时,试样开始发生屈服,此时对应的力即为屈服力,通过计算可得到屈服强度。继续施加拉力,直至试样断裂,此时的拉力对应的强度即为抗拉强度。延伸率则通过测量试样断裂前后标距长度的变化来计算。对于承受较大载荷的焊接件,如起重机的吊臂焊接件,其力学性能直接关系到设备的安全运行。通过拉伸试验,能够判断焊接件的力学性能是否满足设计要求。若力学性能不达标,可能是焊接工艺不当导致焊缝强度不足,需要对焊接工艺进行优化,如调整焊接电流、电压、焊接速度等参数,以提高焊接件的力学性能。E10015外观检查搅拌摩擦焊接接头性能检测,评估接头强度与塑性,助力工艺改进。

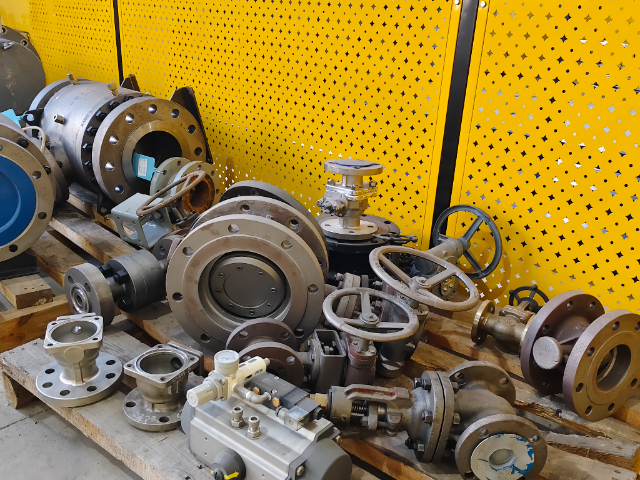
螺柱焊接常用于建筑、机械制造等领域,其质量检测包括多个方面。外观上,检查螺柱焊接后是否垂直于焊件表面,焊缝是否均匀饱满,有无咬边、气孔等缺陷。在建筑钢结构的螺柱焊接质量检测中,使用直角尺测量螺柱与焊件的垂直度。对于内部质量,采用磁粉探伤检测,适用于铁磁性螺柱与焊件的连接,通过在焊接部位施加磁粉,利用缺陷处的漏磁场吸附磁粉,显现出缺陷形状,检测是否存在裂纹等缺陷。同时,进行拉拔试验,使用专业的拉拔设备对焊接后的螺柱施加拉力,测量螺柱从焊件上拔出时的拉力,与设计要求的拉拔力对比,判断焊接质量是否合格。通过检测,确保螺柱焊接牢固可靠,满足建筑结构等的使用要求。
焊接过程中由于不均匀的加热和冷却,会在焊接件内部产生残余应力。残余应力的存在可能会导致焊接件在使用过程中发生变形、开裂等问题,影响其使用寿命。残余应力检测方法主要有X射线衍射法、盲孔法等。X射线衍射法是利用X射线与晶体的相互作用,通过测量衍射峰的位移来计算残余应力的大小和方向。该方法具有无损、精度高的特点,但设备成本较高,对检测人员的技术要求也较高。盲孔法是在焊接件表面钻一个微小的盲孔,通过测量钻孔前后应变片的应变变化,计算出残余应力。盲孔法操作相对简单,但属于半破坏性检测。对于大型焊接结构件,如桥梁的钢结构焊接件,残余应力的分布情况较为复杂。通过残余应力检测,能够了解残余应力的大小和分布规律,采取相应的消除或降低残余应力的措施,如采用振动时效、热时效等方法。振动时效是通过给焊接件施加一定频率的振动,使内部的残余应力得到释放和均化。热时效则是将焊接件加热到一定温度并保温一段时间,然后缓慢冷却,以消除残余应力。通过降低残余应力,可提高焊接件的尺寸稳定性和疲劳强度,延长其使用寿命。对焊接件进行硬度测试,分析热影响区性能变化情况。

冲击韧性试验用于衡量焊接件在冲击载荷作用下抵抗断裂的能力。在试验前,先在焊接件上制取带有特定缺口的冲击试样,缺口的形状和尺寸会影响试验结果。将试样放置在冲击试验机的支座上,利用摆锤或落锤等装置对试样施加瞬间冲击能量。冲击过程中,试样吸收冲击能量,若焊接件的冲击韧性不足,试样会在缺口处发生断裂。通过测量冲击前后摆锤或落锤的能量变化,可计算出试样的冲击韧性值。在低温环境下工作的焊接件,如冷库设备、极地科考装备的焊接结构,冲击韧性试验尤为重要。低温会使金属材料的韧性下降,通过冲击韧性试验,可筛选出在低温环境下仍具有良好韧性的焊接材料和工艺,防止焊接件在低温冲击下发生脆性破坏。焊接件的磁粉探伤检测,检测表面及近表面缺陷,保障焊接安全。E10015外观检查
焊接件外观检测仔细查看焊缝,排查气孔、裂纹等明显缺陷。E10015外观检查
焊接产生的残余应力可能导致焊接件变形、开裂,影响其使用寿命。为了检测残余应力消除效果,可采用X射线衍射法、盲孔法等。X射线衍射法利用X射线与晶体的相互作用,通过测量衍射峰的位移来计算残余应力大小和方向,该方法无损且精度高。盲孔法则是在焊接件表面钻一个微小盲孔,通过测量钻孔前后应变片的应变变化来计算残余应力,操作相对简单但属于半破坏性检测。在桥梁建设中,大型钢梁焊接件的残余应力消除至关重要。在采用振动时效、热时效等方法消除残余应力后,通过残余应力检测,可验证消除效果是否达到预期。若残余应力仍超标,需调整消除工艺参数,再次进行处理,直到残余应力满足设计要求,确保桥梁结构的安全稳定。E10015外观检查
与焊接件检测相关的文章
E320焊接件硬度试验
- 无锡焊缝化学成分分析焊接件检测 2026-06-22
- 衡水焊接件检测阀门实验室 2026-06-07
- 长宁区热影响区检验焊接件检测CNAS认可实验室 2026-05-23
- 镍基合金手焊条 2026-05-05
- ER420纵向拉伸试验 2026-04-25
- ER70S-6阀门密封面堆焊工艺评定 2026-04-13
- ER309焊接接头弯曲试验 2026-04-13
- ER410焊接接头和焊接件拉伸试验 2026-04-07
- E6019外观检查 2025-11-06
- E9018焊接工艺评定实验 2025-10-26
- E7018焊缝宏观和微观检验 2025-08-02
- 阀门密封面堆焊工艺评定 2025-07-20
与焊接件检测相关的产品

与焊接件检测相关的新闻
与焊接件检测相关的问题
新闻资讯
产品推荐
-

ER309焊接接头弯曲试验
2026-04-13 -

ER410焊接接头和焊接件拉伸试验
2026-04-07 -
CF3室温拉伸试验
2026-03-18 -

Pb含量测量
2025-12-21 -

F316L抗拉强度试验
2025-12-12 -
CF8M高温拉伸试验
2025-11-30 -
蝶阀无损检测
2025-11-24 -
低合金钢中性盐雾试验
2025-11-20 -
F316维氏硬度试验
2025-11-08