- 品牌
- 捷福欣
- 型号
- 1.0 1.25 1.5 2.0 2.54 3.96线束加工
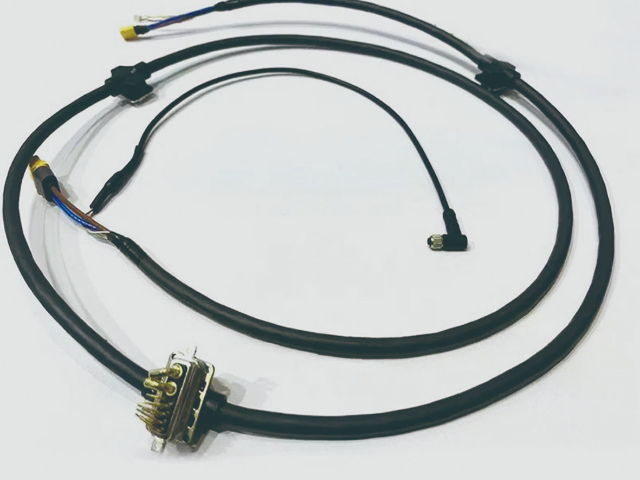
新能源汽车以电力驱动为重点,其线束作为能量与信号传输的 “血管”,性能直接影响车辆安全性与续航能力。相较于传统汽车,新能源汽车线束需承受更高电压、更大电流,对加工工艺提出了更严苛的要求。设计阶段是重中之重。工程师需兼顾电池、电机、电控系统的复杂布局,同时考虑高压环境下的电磁兼容问题。例如,为避免高压线束对车内通信信号产生干扰,设计时需将高压线束与低压信号线束隔离布局,并采用屏蔽结构,确保信号传输的准确性。原材料选择上,新能源汽车线束更为考究。导线采用高纯度无氧铜,以降低电阻、减少电能损耗;绝缘材料需具备优异的耐高温、耐高压、阻燃性能,如氟橡胶、硅橡胶等,防止高温环境下绝缘层老化引发短路。连接器则要求具备防水、防尘、高插拔寿命的特性,确保在各种复杂工况下连接稳定可靠。根据电流承载能力和信号传输要求,线束加工可选用不同规格的单股铜导线或多股绞合铜导线。线束加工服务商

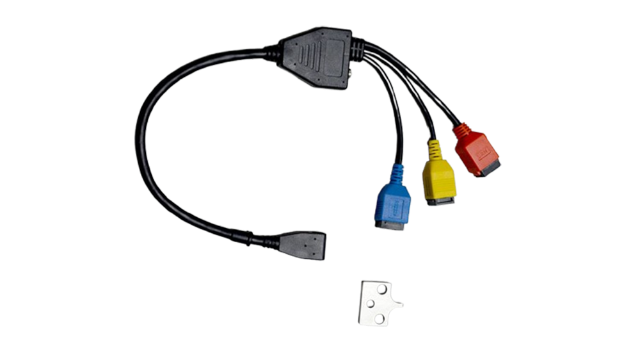
在线束加工的整个过程中,质量控制贯穿始终。每一道工序都设有严格的检验环节,设备检验员会对每一个步骤的产品进行细致检查,确保所有参数完全符合设计要求,并认真记录相关数据。一旦发现不合格产品,我们会立即停止生产,及时进行处理,并深入追溯原因。通过建立完善的质量追溯体系,能够准确找出问题所在,采取针对性的改进措施,避免类似问题再次发生,从而有效保障生产质量,以此来确保每一个下线的线束都能达到高质量标准。线束加工服务商线束宛如电子设备的 “神经”,连接各元件,传输电流信号,线束加工更严谨。

刷线与扭线的作用及操作要点
刷线与扭线工序进一步处理导线端头,提升连接效果。刷线时,接通电源,确保电动铜刷顺时钟转向,按标准操作方法将两端外露的斜包层与芯线分开,并捻紧捻直。这能去除导线表面的氧化层与杂质,增加导线表面积,提高焊接或压接时的接触质量。扭线环节,需使用扭线夹完整夹住刷开的铜丝,均匀用力转动,将铜丝紧密扭合。扭线能防止铜丝松散,增强导线的机械强度与导电性。操作中要注意不准刮花擦伤电线表面,务必使铜丝紧密扭紧,避免出现散丝现象,为后续的沾锡、端子压接等工序创造良好条件,保障线束连接部位的稳定性与可靠性。
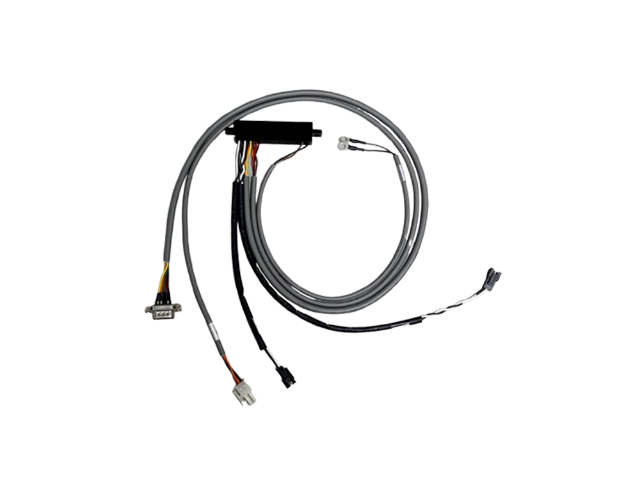
线束加工-压接工艺是将导线与端子紧密结合的重要工艺过程。在进行压接前,同样需要备齐相应的材料,并对压接设备进行精细调试。首先制作首件,使用千分尺等精密量具对压接高度、压接宽度等关键参数进行精确测量,确保首件质量符合要求。在批量生产过程中,操作人员要 100% 地对压接质量进行自检,重点检查是否有 R 角、芯线及绝缘皮的可见范围是否在公差范围内、芯线压着部位及绝缘皮压着部位是否有损伤以及压接扭曲度是否符合标准等。只有每一个压接点都满足质量要求,才能保证线束整体的电气性能和机械性能。航空航天线束加工不容有丝毫缺陷,微小问题都可能引发严重飞行事故。
组装完成后的线束需经过严格的测试和质检流程。捷福欣实业采用多种检测手段,检查线束的连接是否牢固、导通是否正常、绝缘是否完好等。通过 100% 电检测,确保线束的电气性能符合要求;进行影像检测,特别是针对带有保险盒的线束,确定保险及继电器插接位置是否正确;开展外观检测,检查线束的外观是否有破损、胶带包扎是否牢固等;还会进行功能检测,如检测线束中继电器的工作状态和保险盒中螺栓的扭矩等。只有通过全部质检环节的线束,才能进入下一步的包装和出厂流程。在线束加工过程中,严格控制线材尺寸在公差范围内,确保裁线时线材无刮伤,切口平齐。线束加工服务商
每道线束加工工序后,都有严格检验,确保无质量问题流入下一环。线束加工服务商
线束加工-绝缘套装是提升线束安全性与稳定性的重要举措。工人会根据实际需要,将绝缘套管截取合适的长度,并精细地套在导线上。绝缘套管的材质一般具有良好的绝缘性能、耐磨损性和阻燃性,能够有效防止导线之间发生短路,同时抵御外界环境因素,如潮湿、灰尘、化学物质等对导线的损害。为了确保绝缘套管固定牢固,可采用热收缩套管或胶水等方式进行固定。热收缩套管在加热后会紧密贴合导线,形成可靠的防护层;胶水则能增强绝缘套管与导线之间的附着力,进一步提升防护效果。线束加工服务商

捷福欣深耕线束行业29年,拥有300+台专业加工及检测设备和250+名专业员工,具备成熟的大批量线束加工能力,依托规模化生产优势,实现高效、稳定、批量的线束加工服务,适配大型企业的批量采购需求。大批量线束加工采用全自动生产线,实现裁切、压接、组装、检测等环节的自动化操作,大幅提升加工效率,降低人工操作误差,确保每一批线束的一致性和稳定性,同时依托原厂原料直采模式,无中间环节,有效控制加工成本,以中端价位提供批量加工服务。加工原材料均选用Molex、AMP、Sumitomo等国际原厂品牌,从源头把控品质,加工过程严格遵循ISO生产标准和相关国际认证要求,所有批量加工的线束均通过UL、ISO900...
- 新能源氛围灯车灯线束加工加工厂家 2026-06-30
- 线束加工服务商 2025-08-11


- 新能源氛围灯车灯线束加工加工厂家 06-30
- 捷福欣科技电子汽车线束外观设计 06-07
- 刚性连接线生产厂家 04-11
- Thunderbolt接口汽车汽车线束厂家 01-21
- 深圳市捷福欣线束合作客户案例 08-27
- 线束加工服务商 08-11
- 找捷福欣做车灯汽车线束项目案例展示 07-22
- 连接线生产加工厂设计 07-03
- 深圳市捷福欣线束的特色 06-30
- NFC接口连接线加工厂家 06-08