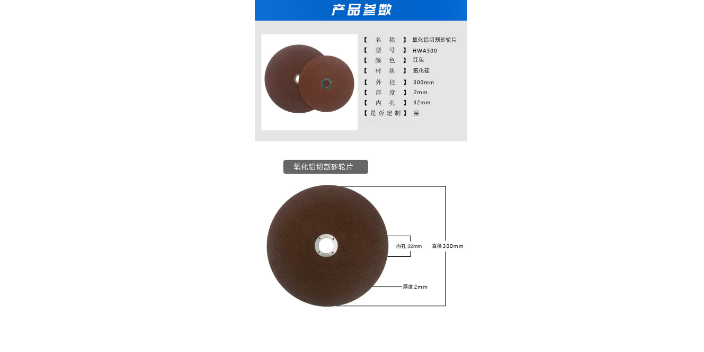
- 品牌
- 无锡欧驰
- 型号
- SIC
制样耗材热镶嵌树脂常碰到问题:试样芯部树脂未完全固化,无压力状态芯部反弹膨胀。延长保温时间,相应提高镶嵌压力。正常热压镶嵌后研磨抛光,在显微镜下观察到树脂沿着样品尖角开裂,时间越长裂纹越明显。热压镶嵌后研磨抛光,在显微镜下观察到树脂沿着样品尖角开裂,时间越长裂纹越明显。样品尖角太锋利,形成应力集中点;样品过大,边角离试样边缘太近,树脂包裹性较差。将样品锋利边角倒圆;缩小样品尺寸或选用大尺寸模具。热压镶嵌后,圆柱形试样沿圆周方向断开,多次镶嵌都是如此。制样耗材热镶嵌树脂,白色特性:中等的收缩率,中等磨削率,适用于普通制样使用。上海透明树脂热镶嵌料制样耗材制造厂商
制样耗材,金相分析一般是针对截面进行显微观测,切割之后的样品多半是不规则的形状,不便夹持磨样,所以绝大多数的切割样品需要镶嵌成为标准尺寸的形状。镶嵌其实就是在固定的膜腔内把切割样品用液态树脂填埋包覆,液态树脂固化后脱模,就形成标准外形的镶嵌样品。按照操作温度来说,有冷镶嵌和热镶嵌两种,冷镶嵌其实就是采用室温时间呈现液态的树脂,加入固化剂,然后浇入塑胶模具中,然后发生交联固化的过程;冷镶多用于一些热敏感和压力敏感的样品。上海透明树脂热镶嵌料制样耗材制造厂商制样耗材金属金刚石切割片,进口超细金刚石微粉,高韧性、高硬度。

制样耗材,热镶嵌树脂以热固性或热塑性树脂为基本原料,再结合纤维或其他填料,以增强树脂的韧性和耐磨性,经过混炼制得颗粒状镶嵌料。在加热加压的时候,树脂软化熔融,渗透填充到零件的各缝隙和凹坑部位,在冷却后实现对样品的充分把持。当实验室持续有大量试样需要制备,并要求制样质量高、尺寸外形统一、时间短,热镶是理想的选择。热镶需要配套镶嵌机使用。常用型特性:中等的收缩率,中等磨削率,适用于普通制样使用。导电型特性:导电,适用于导电样品,
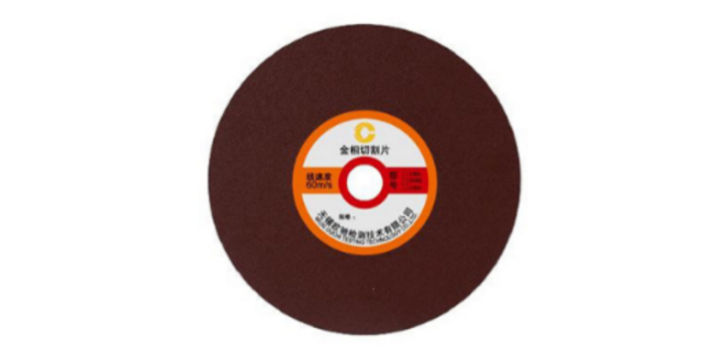
制样耗材,切割片在使用过程中常见的问题,.切割时震动严重在使用砂轮片时常发现有震手现象,甚至切台抖动而不能切割。原因有如下几点:砂轮片静平衡超标、砂轮片发生“软片”(组织断裂)、砂轮片平面度差、切台轴磨损等原因。切割后工件毛刺严重在有些切割场合特别是切割不锈钢薄壁管时,要求切割后工件尽量无毛刺以减少后道工序的工作量,就此要求我谈谈自己的看法。首先,在了解毛刺产生的原因之前我们要先简单了解一下切削原理:在切割过程中由于磨粒和工件剧烈磨擦而使切削区温度很高,这会造成工件产生应力和变形,甚至造成工件表面烧伤,而切削过程中所消耗的能量几乎全部转变为切削热。试验研究表明,切削热约有60~85%进入工件,10~30%进入砂轮片,0.5~30%进入切屑,另有少部分以传导、对流和辐射形式散出,切削区的平均温度约为600~1000℃,至于瞬时接触点的最高温度可达工件材料熔点温度。制样耗材树脂金刚石切割片,切割锋利,结合剂富有弹性,可提高切割表面质量。
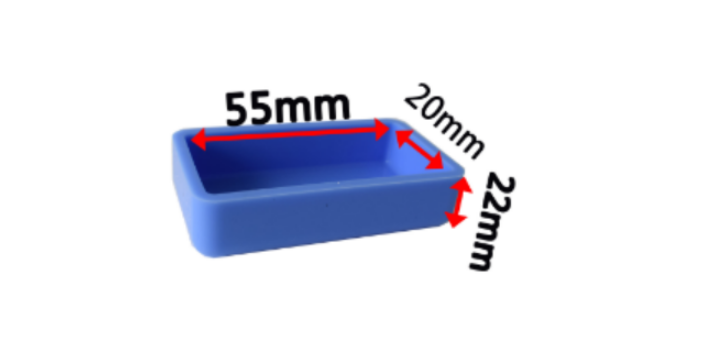
制样耗材,冷镶嵌树脂常碰到问题,环氧王树脂冷镶嵌时,在确认配比无误的情况下,固化特别快,同时放热温度高,有时甚至出现较大的边缘收缩,更严重时出现树脂内连串的气泡。氧树脂冷镶嵌,在确认配比无误的情况下,固化特别快,同时放热温度高,有时甚至出现较大的边缘时出现树的气泡。环境温度过高(置于烘箱的情况下);树脂一次使用量过大,致使反应放热多,温度急剧升高,树脂反应更剧烈;树脂长时间处于较高负压真空环境下。制样耗材热镶嵌树脂,多种材料特性选择。上海透明树脂热镶嵌料制样耗材制造厂商
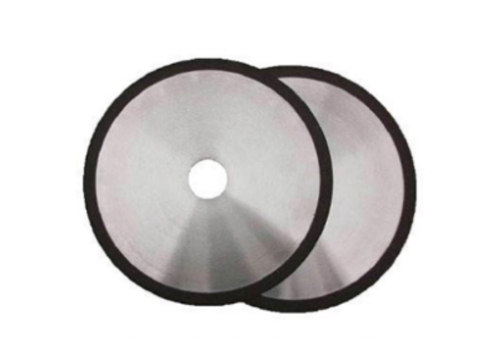
制样耗材金属金刚石切割片,切口更薄更光滑,可连续切割,切割寿命长。上海透明树脂热镶嵌料制样耗材制造厂商
制样耗材,冷镶嵌树脂,覆盖了固化快、硬度高、收缩小、无气泡、全透明的各种应用需求。所有系列均采用二元套装,使用方便快捷,经济实惠。通过专门的成分调制和搭配,冷镶嵌树脂系统具有以下明显特点:流动性好,树脂粘度低,渗透润湿性好。浇注时能快速渗透进入样品孔隙、裂缝或凹陷处,减少“气穴”,稳固把持样品,包覆料与样品界面结合好。收缩率低,树脂系统固化温和,收缩率可控,有效减免固化收缩造成的样品与树脂间隙,提高制样成功率。因为收缩间隙能储存不同磨抛阶段的磨粒和磨屑,二次释放后造成抛光布污染和样品划伤。上海透明树脂热镶嵌料制样耗材制造厂商
无锡欧驰检测技术有限公司专业从事中材料分析测试仪器与耗材的研发、设计、生产、销售和系统集成、技术支持、服务于一体的企业。作为一家专注于生产研发中金相样品制样设备的厂家,欧驰拥有一批技术过硬、从事行业多年经验丰富的专业设计人员和技术支持人员。公司主营产品:精密切割机、金相切割机、金相镶嵌机、金相磨抛机、低倍组织热酸蚀装置、电解抛光腐蚀仪、晶间腐蚀仪、通风柜、酸雾处理系统、金相制样耗材、金相显微镜、光谱仪、实验炉、硬度计。上述产品广泛应用于钢铁、汽车、航空航天、铁路、电子厂、新能源、高校等各行各业。公司自创办以来本着“以市场为导向,诚实守信、开拓创新”的经营方针,秉承专业、敬业、务实、创新的发展理念,以敏锐的创新思路、强大的技术实力为后盾坚持以客户为本,以信用为先的服务准则,以自身擅长的技术服务优势,用心解决客户迫切、实际的需求,以质量的产品、先进的技术,竭诚为广大客户提供质量精诚的质量服务。
制样耗材,金相制样耗材是用于制备金相试样的各种材料,主要包括切割耗材、镶嵌耗材、研磨抛光耗材及辅助耗材等,切割耗材砂轮切割片:一般有树脂粘结和橡胶粘结等类型,如美国QMAXIS的砂轮切割片,具有切割精度高、速度快、使用寿命长的特点,适用于各种钢、高温合金、黑色金属和有色金属等大多数材料的金相切割,金刚石切割片:硬度极高,切割时厚度薄、材料损耗小、表面变形层浅,能实现精密切割,常用于各种金属、陶瓷、复合材料等硬质材料的切割,尤其适合后续需高精度研磨抛光的试样。制样耗材,如热镶嵌粉,广泛应用于需要高温镶嵌的材料,提高镶嵌的强度和稳定性。杭州透明树脂热镶嵌粉制样耗材源头厂家制样耗材的产品测试方法多种...
- 湖北保边型热镶嵌料制样耗材生产厂家 2023-08-18
- 广州镶嵌料制样耗材厂家 2023-05-06
- 湖南金相切割液制样耗材品牌有哪些 2023-03-24
- 上海透明树脂热镶嵌料制样耗材制造厂商 2022-09-21




- 重庆金相分析金刚石抛光液生产企业 11-25
- 湖南低倍热酸蚀槽低倍组织热酸蚀装置替代进口 11-09
- 金属研磨抛光金刚石抛光液实力商家推荐 10-12
- 金相切割液品牌有哪些 09-04
- 苏州定档定速金相磨抛机价格多少 09-01
- 南京精密无齿金刚石切割片生产企业 08-15
- 重庆自动金相镶嵌机生产厂家 06-23
- 广东金相实验室金刚石抛光液品牌有哪些 06-02
- 杭州透明树脂热镶嵌粉制样耗材源头厂家 06-02
- 南京阳极覆膜电解抛光腐蚀仪性价比高 05-30