示值变动性当测量外尺寸时不超过;测量内尺寸时不超过。【检定方法】在测量杆上安装球面测帽。移动测量轴,使其测量杆上的球面测帽与尾管测量杆上的球面测帽相接触,并将球面测帽调至正确状态。移开测量轴,在工作台上安装一块50mm的3等量块,升降和移动工作台,使量块处于测量轴线上,然后移动测量轴,使测量轴和尾管的测量杆上的球面测帽与量块工作面接触,再使工作台按其水平轴和垂直轴转动,找到量块的小值,并记下读数装置的读数。使测量轴往返移动10次,其测量杆上的球面测帽每次都与量块工作面接触,并依次读取读数装置的读数,这10次读数中的比较大值与小值之差即为外尺寸测量时的示值变动性。换上内测量钩,并调整至正确位置。将孔径为14mm的环规安装在工作台上,然后按上述方法再进行检定。便携式测长仪生产厂家就找上海野齿仪器科技有限公司!宁波量块测长机售后公司

螺纹轮廓扫描型仪测量全参数
螺纹产品的质量对于产品的稳定和安全起着关键的作用。对于航空、航天、交通运输、桥梁、管道和气液存储产品等,螺纹产品的质量更是会影响到工程安全和生命财产的安全。螺纹的质量在这些重要场合必须得到完全的保障。但是螺纹是复杂的空间曲面体,它由许多几何参数构成的,而螺纹校对量规及测长机只是控制综合的作用中径及单一中径,其他参数则无法控制,合格性判断经常出现争议。如果要完全控制螺纹质量,则需要对螺纹的所有参数进行单独检测才能准确地确定螺纹的质量。 宁波量块测长机售后公司上海便携式测长仪生产厂家就找上海野齿仪器科技有限公司!

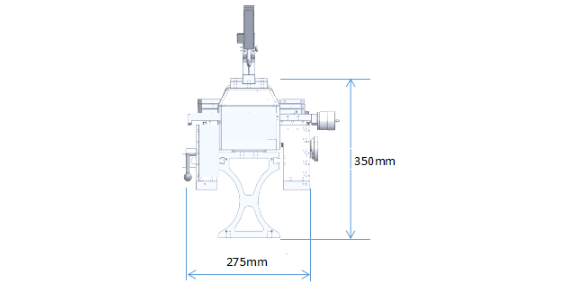
使用环境:可以直接在车间里使用,测长机使用花岗岩为平台,对环境温度的要求不高,可以在恶劣环境中使用,下面让我们一起了解一下这款神器。
数显测长机采用进口数显表进行长度位置值读取,便于直观、简便的测量。
用光栅尺进行移动距离检测,光栅尺的膨胀系数与钢的膨胀系数接近,减少温度变化带来的系统误差。
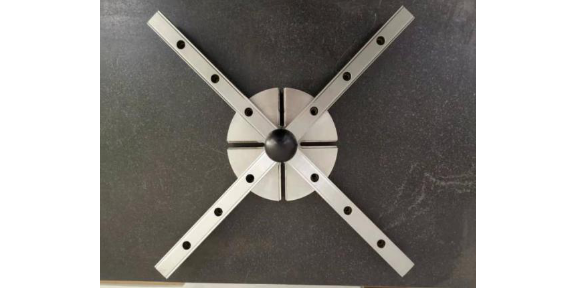
测长机采用花岗岩作为平台,平台稳定、无变形扭曲。
在平台上加装高精度的直线导轨,使测量头架运行轻便。
测试头架在导轨上运动,带动光栅尺的动尺相对定尺进行运动,从而检测出测量块测量面之间的距离,在测量面之间进行管尺长度的校准,实现长度标准的传递。
将底座下部的油杯压圈取下,再将油杯和压簧一并取出后就可彻底清洗轴套和油杯。在用汽油清洗干净后的油杯中,加1/4杯润滑油(高温仪表油或3#变压器油),再在升降主轴和轴套中涂上润滑油后,沿垂直线将轴装人轴套中,上下拉动升降油,使其配合舒适。注意在安装升降手轮组时,必须把升降手轮转到零位,并把工作台压到比较低点的位置进行组装,这样才能保证工作台升降的行程。工作台导轨松动工作台导轨松动造成的比较大影响是工作台的工作可靠性超差,使在进行内外尺寸测量时示值不稳定。【调修方法】转动升降手轮,使工作台升到比较高位置并锁紧。松开工作台下方两根吊紧弹簧,取下±3o偏摆手轮组与工作台连接的三只螺钉,便可将工作台连同偏摆装置一起从升降主轴上取下来(注意保护工作台面)。将取下的工作台用手感检查该层导轨的松动情况。万能测长仪生产厂家就找上海野齿仪器科技有限公司!
光面环规的孔径尺寸,我们通常选用测长仪来测量。在测长仪上可以通过测钩法、电眼法测量光面环规孔径。根据被测光面环规的孔径尺寸大小不同,可以选用大测钩、小测钩、电测测钩、测钩等附件实现测量。
用大测钩、小测钩测量内尺寸,通常也叫做测钩法。测钩法测量内尺寸是通过与标准环规比较的方法获得被测光面环规的孔径值。当没有标准环规时,可以利用测长仪的附件——基准挡块,与三等量块组合成标准尺寸,通过测钩法实现光面环规的孔径测量。此外,我们还可以利用电测测钩、测钩,通过电测装置实现光面环规的孔径测量。本次我们选用新天JD25-C数据处理式测长仪,介绍光面环规孔径的测量。 上海万能测长仪生产厂家哪家好?宁波量块测长机售后公司
测长仪生产厂家哪家好?宁波量块测长机售后公司
换上平面测帽,并将其测量面调至平行后,按上述方法再次检定。当紧固水平轴时,观察示值的变化。工作台微分筒的示值误差和回程误差示值误差不大于8um;回程误差不大于3um。【检定方法】用检定极限误差不超过±1um的玻璃刻度尺和分度值为1um的读数显微镜检定。检定时,将玻璃刻度尺安装在工作台上,并使其轴线平行于微分筒移动方向。在刻度尺的下方安装反光棱镜,如图。将读数显微镜借助支架固定在基座上,当微分筒对准零位后,调整显微镜,使其对准刻度尺的零线,并记下显微镜的示值。然后以正向行程依次地每间隔5mm检定一点,当检定至终点后,再以反向行程检定。工作台微分筒的示值误差以显微镜读数中的比较大值与小值之差确定。确定示值误差时,对玻璃刻度尺的偏差应进行修正。回程误差以同一受检点上在正向和反向行程检定时的读数差确定。宁波量块测长机售后公司