- 品牌
- 冠宇,鑫冠宇
- 型号
- GY-320-8-4
- 产地
- 河北石家庄
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 304/316不锈钢
- 配送方式
- 送货上门
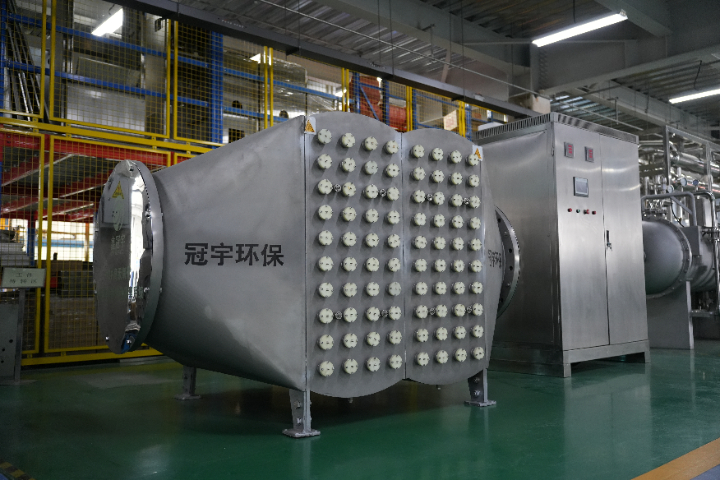
河北冠宇环保的紫外光催化系统在汽车喷涂行业的 VOCs 治理中表现突出。汽车喷涂过程中会使用大量的油漆和溶剂,产生高浓度的 VOCs,若不妥善处理,不尽会污染环境,还会危害操作人员的健康。该系统针对汽车喷涂废气的特点,采用预处理 + 紫外光催化的组合工艺,预处理阶段通过活性炭吸附去除部分大分子有机物和颗粒物,减少对后续催化模块的影响;催化阶段采用双波段紫外光源(185nm 和 254nm),185nm 紫外光可将空气中的 O₂转化为 O₃,O₃在 254nm 紫外光和催化剂的作用下,产生更多的羟基自由基,增强对 VOCs 的降解能力。系统处理风量可根据喷涂车间的大小进行定制,从 10000m³/h 到 50000m³/h 不等,处理效率可达 95% 以上,满足国家对汽车制造行业 VOCs 排放的严格要求。同时,系统配备在线监测装置,可实时监测废气进出口的 VOCs 浓度,并将数据上传至环保部门的监管平台,实现达标排放的可视化管理。6. 紫外线消毒系统环保节能,降低环境负担。化工废水处理紫外光催化系统生产

河北冠宇环保推出的紫外光催化系统在水产养殖行业的水质净化中发挥重要作用。水产养殖水体易滋生藻类、细菌和寄生虫,且养殖生物的排泄物和残饵会导致水体中氨氮、亚硝酸盐浓度升高,影响养殖生物的生长和存活。该系统通过将紫外光催化模块安装在水产养殖池的循环水系统中,当水体流经模块时,紫外光杀灭水中的细菌、寄生虫和藻类孢子,同时催化剂分解水中的氨氮、亚硝酸盐和有机污染物,改善水体水质。系统采用低能耗的紫外 LED 光源,配合高效的催化剂,处理效率高且运行成本低,不会对养殖生物造成伤害。与传统的换水和化学药剂消毒方法相比,该系统能实现水体的循环利用,减少水资源的消耗,同时避免了化学药剂对养殖生物和水体环境的二次污染。目前,该系统已在淡水鱼、虾、蟹等水产养殖基地应用,有效提高了养殖生物的存活率和产量。化工废水处理紫外光催化系统生产29. 紫外光催化降低处理成本,提升经济效益。
在垃圾处理行业,河北冠宇环保的紫外光催化系统用于垃圾渗滤液处理和垃圾焚烧废气净化。垃圾渗滤液成分复杂,含有高浓度的 COD、氨氮、重金属和多种难降解有机物,传统处理工艺难以达到排放标准。该系统作为深度处理单元,设置在生化处理和膜分离之后,通过紫外光催化氧化作用,降解膜分离浓缩液中的难降解有机物,降低 COD 浓度,同时分解氨氮,使渗滤液*终达标排放。在垃圾焚烧废气净化方面,系统针对废气中含有的二噁英、呋喃、NOx、重金属等污染物,采用紫外光催化技术,先将二噁英和呋喃分解为无害物质,再通过催化剂的作用将 NOx 转化为 N₂和 O₂,同时吸附去除重金属。系统的处理效率稳定,对二噁英的去除率可达 99% 以上,对 NOx 的去除率可达 80% 以上,有效控制了垃圾焚烧过程中的二次污染,为垃圾处理行业的环保发展提供了技术支持。
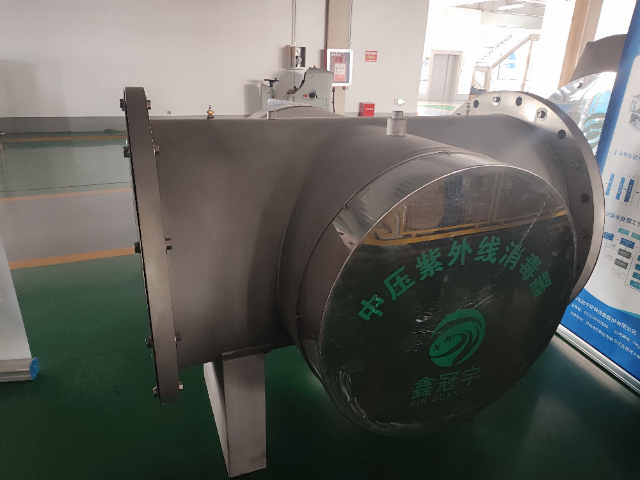
河北冠宇环保推出的紫外光催化系统在医院污水处理中具备杀菌和降解有机物的双重功能。医院污水含有大量致病菌、病毒和生抗素、消毒剂等难降解有机物,传统消毒工艺(如氯消毒)易产生三氯甲烷等致埃副产物。该系统采用 “生化处理 + 紫外光催化消毒” 工艺,生化处理去除大部分有机物后,污水进入紫外光催化反应腔,系统采用波长为 254nm 的高效紫外灯管,配合银掺杂 TiO₂催化剂,既能高效杀灭污水中的致病菌和病毒,杀菌率可达 99.99% 以上,又能降解水中的生抗素和消毒剂残留,TOC 去除率可达 65% 以上,且不会产生有毒副产物。系统配备余氯在线监测装置,可确保消毒效果达标;同时,设备采用耐腐蚀材质制作,能抵抗医院污水中消毒剂的侵蚀。该系统处理后的污水符合《医疗机构水污染物排放标准》(GB 18466 - 2005)要求,已在多家综合医院、专科医院应用,为医院污水安全排放提供了保障。49. 紫外光催化激发催化剂活性,提升处理效率。
在市政污水处理领域,河北冠宇环保的紫外光催化系统成为深度处理环节的关键设备。针对市政污水二级处理后仍残留的微量难降解有机物、生抗素、内分泌干扰物等污染物,该系统通过紫外光与用专催化剂的协同作用,能有效破坏污染物的化学结构,提升污水的可生化性和出水水质。系统采用沉浸式反应装置,将紫外灯管和催化剂载体集成于反应池中,污水在池内通过导流板形成紊流,增加与催化剂和紫外光的接触面积。相比传统的臭氧氧化、活性炭吸附等处理工艺,该系统无需添加化学药剂,避免了二次污染,且运行成本低。目前,该系统已在多个中小城市的污水处理厂应用,使出水水质稳定达到《城镇污水处理厂污染物排放标准》(GB18918-2002)的一级 A 标准,部分指标甚至优于标准要求。1. 紫外光催化系统高效降解高盐废水,提升处理效率。化工废水处理紫外光催化系统生产
53. 紫外光催化促进有机物矿化,实现无害排放。化工废水处理紫外光催化系统生产
河北冠宇环保研发的紫外光催化系统,在工业有机废气处理领域展现出越卓性能。该系统以强高度紫外灯管为心核光源,配合自主研发的纳米级 TiO₂催化剂载体,能高效分解苯、甲苯、二甲苯等挥发性有机化合物(VOCs)。系统采用模块化设计,单模块处理风量可达 5000-10000m³/h,可根据企业废气排放量灵活组合。在运行过程中,废气经预处理过滤掉颗粒物后,进入催化反应腔,在紫外光照射下,催化剂表面产生大量羟基自由基,将有机污染物氧化分解为无害的 CO₂和 H₂O,处理效率稳定在 90% 以上。同时,系统配备智能温控和故障报警装置,当反应腔温度超过设定阈值或灯管出现损坏时,会自动停机并发送预警信息,保障设备安全稳定运行,为企业实现环保达标排放提供可靠保障。化工废水处理紫外光催化系统生产
- 化工废水处理紫外光催化系统生产 2025-12-04