 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

内高压成形(又称液压成形)是一种以管材为坯料,通过内部施加超高压液体(100-1000MPa)和轴向进给补料使管坯贴合模具型腔,制造变径管、弯曲轴线管及多通管等复杂中空零件的材料成形工艺 [1]。其工艺流程分为填充、成形与整形三个阶段:先密封管材并注入液体,随后加压胀形并补料,**终增压定型。该工艺...

(4)注意钢板弹簧有无损坏。钢板弹簧损坏使汽车行驶平衡性差,增大了行驶阻力,油耗也随之上升。(5)制动间隙调整适当。制动间隙过小,阻力增加,必须开大油门才能行驶,会增大油料消耗;间隙过大,则制动不灵,影响安全。调整好制动间隙,避免制动拖滞和间隙过大或过小,对汽车的滑行性能也有着重要的作用。(6)注意...

汽车底盘构造是汽车的**组成部分,主要由传动系、行驶系、转向系和制动系四大系统构成。传动系通过离合器、变速器等部件将发动机动力传递至驱动轮,包含前置后驱、全轮驱动等多种布置形式;行驶系由车架、悬架和车轮组成,支撑车身并缓冲路面冲击,悬架系统分为**式与非**式,弹性元件涵盖螺旋弹簧、空气弹簧等;转向...
现代汽车常用的半轴,根据其支承型式不同,有全浮式和半浮式两种。全浮式半轴只传递转矩,不承受任何反力和弯矩,因而广泛应用于各类汽车上。全浮式半轴易于拆装,只需拧下半轴突缘上的螺栓即可抽出半轴,而车轮与桥壳照样能支持汽车,从而给汽车维护带来方便。半浮式半轴既传递扭矩又承受全部反力和弯矩。它的支承结构简单...
该技术可减少零件和模具数量,降低模具费用;根据行业统计分析,液压成形件比冲压件平均可降低生产成本15%~20%,模具费用降低20%~30%。例如,散热器支架的组成零件由17个减少到10个,焊接点由174个减少到20个,装配工序由13道减少到6道,生产效率提高66% [5]。内高压成形还可减少后续机械...
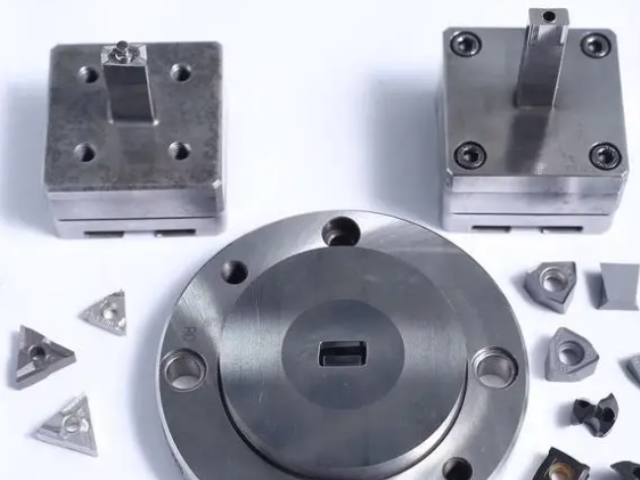
模具制造工艺:模具制造过程中,需采用高精度加工设备和先进工艺,电火花加工可用于制造复杂形状的模具型腔,精度可达 ±0.01mm;线切割加工能精确切割出微小的模具零件,加工精度可达 ±0.005mm;磨床加工用于保证模具表面的平整度和光洁度,平面度误差可控制在 ±0.002mm 以内。此外,模具制造完...
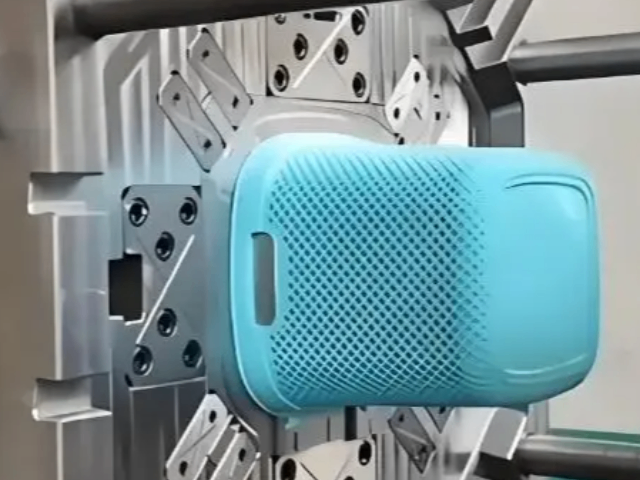
精密注塑模具是一种通过高压将熔融树脂注入金属模腔,经冷却固化后成型精密制品的装置。其**结构包括主流道、分流道、浇口以及冷却控温系统,成型过程涵盖射料、保压、冷却和顶出等阶段。该技术需选用力学性能稳定的工程塑料与**注塑设备,并严格控制模具公差、材料收缩率及工艺参数以实现高精度要求 [1]。行业公司...

在航空航天与**领域,内高压成形技术用于制造火箭燃料贮箱箱底、飞机机身零件、雷达异形管件及各类弹壳等 [3] [7] [16]。例如,哈尔滨工业大学团队于2018年采用双向可控加压流体高压成形新技术,在国际上***直接成形出直径3米级的运载火箭燃料贮箱薄壁整体箱底 [16]。在民用工业领域,其应用涵...

整形阶段:提高内压使过渡R角完全贴合模腔,完成**终成形。二、模具特点结构复杂性模具型腔需精确匹配零件形状,尤其是弯曲轴线或多通管零件,需通过预弯管坯或复杂分型面设计实现。模具需承受超高压(通常100-400MPa,比较高达1000MPa)和轴向补料力,合模力通常在3500吨以上,对模具材料强度和刚...

分类(1) 按制动系统的作用制动系统可分为行车制动系统、驻车制动系统、应急制动系统及辅助制动系统等。用以使行驶中的汽车降低速度甚至停车的制动系统称为行车制动系统;用以使已停驶的汽车驻留原地不动的制动系统则称为驻车制动系统;在行车制动系统失效的情况下,保证汽车仍能实现减速或停车的制动系统称为应急制动系...
所以,在动力向左右驱动轮分流的差速器之前设置一个主减速器,可使主减速器前面的传动部件如变速箱、分动器、万向传动装置等传递的扭矩减小,也可变速箱的尺寸质量减小,操纵省力。 现代汽车的主减速器,***采用螺旋锥齿轮和双曲面齿轮。双曲面齿轮工作时,齿面间的压力和滑动较大,齿面油膜易被破坏,必须采用双曲面齿...
对于轴线为曲线的零件,需要把管坯预弯成接近零件形状,然后加压成形。 [6]内高压成形工艺过程主要分为三个阶段:初始充填阶段、成形阶段和整形阶段。初始充填阶段将管坯放入模腔并合模,两端的轴向冲头水平推进形成密封,通过预充液体将管内空气排出;成形阶段在管坯加压胀形的同时,冲头按设定的加载曲线向内推进补料...