 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

制动系概述汽车上用以使外界(主要是路面)在汽车某些部分(主要是车轮)施加一定的力,从而对其进行一定程度的强制制动的一系列专门装置统称为制动系统。其作用是:使行驶中的汽车按照驾驶员的要求进行强制减速甚至停车;使已停驶的汽车在各种道路条件下(包括在坡道上)稳定驻车;使下坡行驶的汽车速度保持稳定。对汽车起...
现代汽车常用的半轴,根据其支承型式不同,有全浮式和半浮式两种。全浮式半轴只传递转矩,不承受任何反力和弯矩,因而广泛应用于各类汽车上。全浮式半轴易于拆装,只需拧下半轴突缘上的螺栓即可抽出半轴,而车轮与桥壳照样能支持汽车,从而给汽车维护带来方便。半浮式半轴既传递扭矩又承受全部反力和弯矩。它的支承结构简单...
(3)挤塑成型是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的温度下,定型成为所需截面形状的连续型材的一种成型方法。挤塑成型的生产过程,是准备成型物料、挤出造型、冷却定型、牵引与切断、挤出品后处理(调质或热处理)。在挤塑成型过程中,注意调整好挤出机料筒各加热段和...

此时加大油门不*不能使汽车前进,反而浪费燃油,加速机件磨损,尤其使轮胎磨损加剧。有效的解决办法是:挖掉滑转驱动轮下的稀泥或在此轮下垫干土、碎石、树枝、干草等。 为提高汽车在坏路上的通过能力,某些越野汽车及高级轿车上装置防滑差速器。防滑差速器的特点是,当一侧驱动轮在坏路上滑转时,能使大部分甚至全部转矩...

该技术可减少零件和模具数量,降低模具费用;根据行业统计分析,液压成形件比冲压件平均可降低生产成本15%~20%,模具费用降低20%~30%。例如,散热器支架的组成零件由17个减少到10个,焊接点由174个减少到20个,装配工序由13道减少到6道,生产效率提高66% [5]。内高压成形还可减少后续机械...

欧美企业(如德国舒勒、瑞典AP&T)长期主导设备研发,生产应用的内高压成形装备高压源比较高压力为400MPa,用于卡车零件的内高压成形机吨位达12000t [10]。国内研究起步于1998年,并于2001年研制出首台管材内高压成形机 [7]。哈尔滨工业大学流体高压成形技术研究所是全球该领域主要研究基...
检查并更换老化的悬架系统部件,如减震器、弹簧等。注意驾驶习惯:避免在恶劣路况下高速行驶或急刹车,减少对底盘的冲击和磨损。平稳驾驶,避免频繁加速和减速,延长底盘部件的使用寿命。四、底盘技术发展趋势轻量化:采用高强度钢、铝合金等轻质材料,减轻底盘重量,提高燃油经济性。优化底盘结构设计,减少不必要的部件和...
2、便于换档:汽车行驶过程中,经常换用不同的变速箱档位,以适应不断变化的行驶条件。如果没有离合器将发动机与变速箱暂时分离,那么变速箱中啮合的传力齿轮会因载荷没有卸除,其啮合齿面间的压力很大而难于分开。另一对待啮合齿轮会因二者圆周速度不等而难于啮合。即使强行进入啮合也会产生很大的齿端冲击,容易损坏机件...
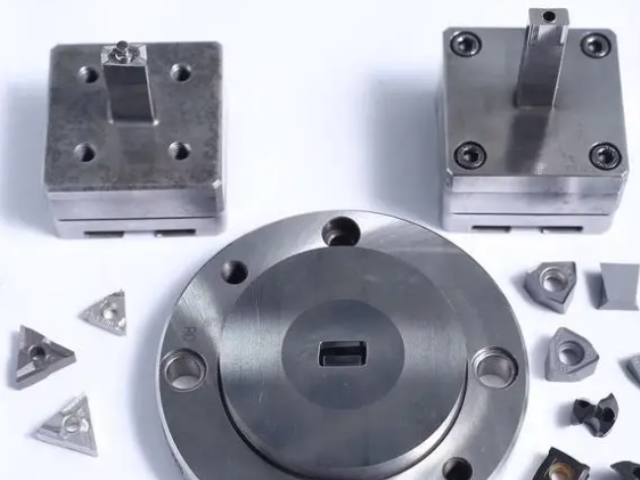
组合式模具设计将整体模芯分解为标准基座与可换型腔模块,使单个型腔制造成本下降60%,同时换模时间从4小时压缩至30分钟。3D打印随形冷却流道技术的应用使模具温控效率提高50%。新型粉末冶金模具钢如PM-23的应用较传统H13钢模具寿命延长3倍。多层梯度镀层技术可使密封面磨损率降低90%。基于数字孪生...

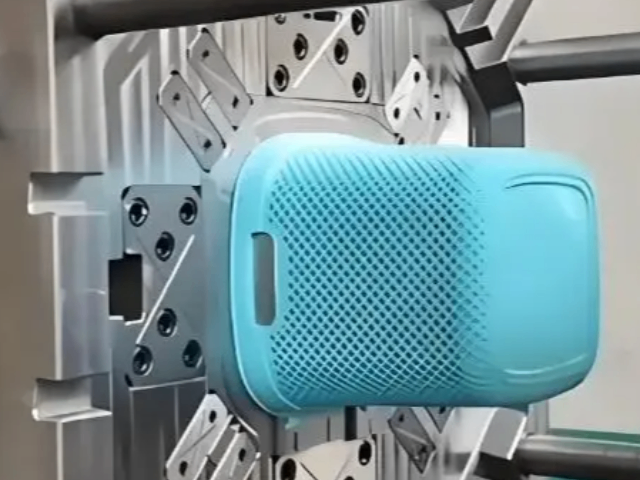
精密注塑模具是一种通过高压将熔融树脂注入金属模腔,经冷却固化后成型精密制品的装置。其**结构包括主流道、分流道、浇口以及冷却控温系统,成型过程涵盖射料、保压、冷却和顶出等阶段。该技术需选用力学性能稳定的工程塑料与**注塑设备,并严格控制模具公差、材料收缩率及工艺参数以实现高精度要求 [1]。行业公司...
液压动力单元:包含高压泵组与储能装置控制系统:数控系统集成压力闭环控制算法模具组件:模块化设计支持快速换模安全防护:设置多重机械互锁装置增压胀形系统采用伺服电机驱动,实现成形压力无级调节。配备数字式压力传感器,采样频率达到1000Hz,确保工艺参数可追溯。设备结合增压胀形系统,可广泛应用于内高压成形...

一、横拉杆球节断损。在保险杠或其它不影响行驶的地方,卸下一只与球节总长度相似的螺钉,取代断损的球节,装上转向节臂与螺母后,将螺钉露出部分用锤子铆好。二、三轴汽车差速器齿轮损坏。如中、后桥差速器损坏任何一只,都可将该桥传动轴和半轴拆下,继续行驶。若前差速器损坏,可将轮毂接合盘拆下后继续行驶。三、制动总...