 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

内高压成形(又称液压成形)是一种以管材为坯料,通过内部施加超高压液体(100-1000MPa)和轴向进给补料使管坯贴合模具型腔,制造变径管、弯曲轴线管及多通管等复杂中空零件的材料成形工艺 [1]。其工艺流程分为填充、成形与整形三个阶段:先密封管材并注入液体,随后加压胀形并补料,**终增压定型。该工艺...

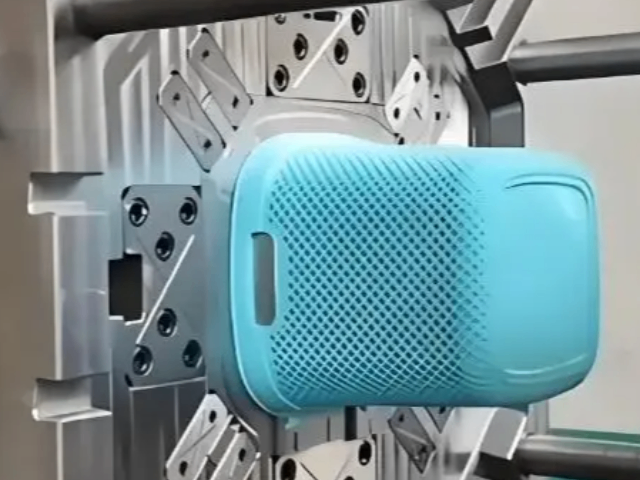
是把由挤出或注射制得的、尚处于塑化状态的管状或片状坯材趋势固定于成型模具中,立刻通入压缩空气,迫使坯材膨胀并贴于模具型腔壁面上,待冷却定型后脱模,即得所需中空制品的一种加工方法。适合中空成型的塑料为高压聚乙烯、低压聚乙烯、硬聚氯乙烯、软聚氯乙烯、聚苯乙烯、聚丙烯、聚碳酸酯等。根据型坯成型方法的不同,...

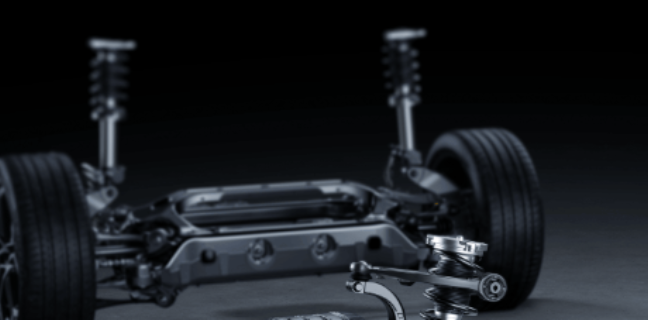
三、底盘的关键性能指标操控性影响因素:悬架调校、转向系统响应、轮胎抓地力。示例:运动型轿车悬架偏硬,转向精细,但舒适性可能降低。舒适性影响因素:悬架类型、减震器阻尼、座椅设计。示例:空气悬架可自动调节软硬,适应不同路况。通过性影响因素:离地间隙、接近角/离去角、四驱系统。示例:越野车配备差速锁和低速...
2、便于换档:汽车行驶过程中,经常换用不同的变速箱档位,以适应不断变化的行驶条件。如果没有离合器将发动机与变速箱暂时分离,那么变速箱中啮合的传力齿轮会因载荷没有卸除,其啮合齿面间的压力很大而难于分开。另一对待啮合齿轮会因二者圆周速度不等而难于啮合。即使强行进入啮合也会产生很大的齿端冲击,容易损坏机件...
哈尔滨工业大学流体高压成形技术研究所是全球液压成形领域三大研究基地之一 [12]。该校王仲仁教授发明的球形容器无模胀形工艺曾获国际奖项。2018年,苑世剑教授团队提出的新一代流体高压成形技术攻克了国际性难题,并研制出超大型板材流体高压成形机 [16]。内高压成形的原理是通过内部加压和轴向加力补料把管...
其工艺过程主要分为三个阶段:1)初始充填阶段:将管坯放入模腔并合模,通过预充液体排出管内空气;2)成形阶段:在管坯加压胀形的同时,轴向冲头按设定曲线向内推进补料,使管坯基本贴靠模具;3)整形阶段:提高内压使工件完全贴合模腔,完成成形 [4] [6]。该工艺工作压力通常为100~400MPa,比较高可...
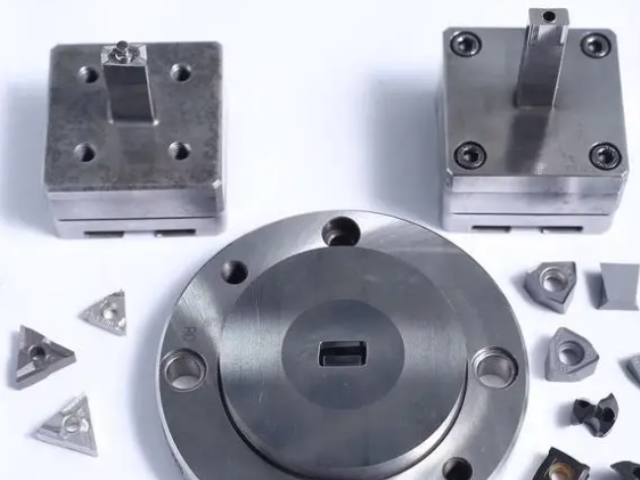
模具材料与寿命模具需承受高压和交变载荷,易发生疲劳裂纹或磨损。需选用**度、高韧性材料(如H13钢),并通过表面处理(如氮化、PVD涂层)提高寿命。工艺缺陷控制内高压成形易出现起皱、破裂、壁厚不均等缺陷,需通过优化加载路径(内压与轴向补料匹配)、预成形设计或有益起皱利用(如预积聚材料至膨胀区)改善质...
试模结果受加载路径影响***,稳定性不足。需结合CAE仿真(如有限元分析)优化工艺参数,减少试模次数。发展趋势更广泛应用拓展至更多材料(如高强钢、铝合金、镁合金)和零件类型(如异型截面管、拼焊管),满足轻量化需求。绿色环保采用环保型传力介质(如水基介质)和润滑剂,减少对环境的影响。智能化与自动化集成...
变径管内高压成形是一种制造中间管径大于两端管径管件的塑性加工技术。其几何特征为管径沿轴线变化,轴线为直线或微弯二维曲线,可分为对称与非对称两类 [2]。该技术以管材为原料,通过向腔内施加高压液体和轴向载荷,使管材在模具内塑性变形并贴合型腔,形成异型截面空心零件。工艺流程分为填充、成形、整形三阶段,关...
对于轴线为曲线的零件,需要把管坯预弯成接近零件形状,然后加压成形。 [6]内高压成形工艺过程主要分为三个阶段:初始充填阶段、成形阶段和整形阶段。初始充填阶段将管坯放入模腔并合模,两端的轴向冲头水平推进形成密封,通过预充液体将管内空气排出;成形阶段在管坯加压胀形的同时,冲头按设定的加载曲线向内推进补料...

关于汽车底盘的维护及耗油问题有以下几点:(1)前轮前束调整适当。前束不准,会增加汽车的滚动阻力,使燃料消耗增加。定期检查前束值并与正常值比较,如数值不同应进行调整。(2)轮毅轴承润滑良好与调整适当。轮毅润滑脂不良和轴承间隙调整不当会使行驶阻力增大。(3)注意前、后桥与车架的变化。前、后桥与车架发生位...
组成:包括制动器、制动传动装置等部件。作用:制动器通过摩擦作用将车辆的动能转化为热能,从而实现减速或停车。制动传动装置则负责将驾驶员的制动指令传递到制动器上。二、底盘类型根据驱动方式的不同,汽车底盘可分为以下几种类型:前置前驱(FF):特点:发动机前置,前轮驱动。优点:结构紧凑,成本较低,动力传递效...