-
 29 05福建机械手机器人传感器设备制造
29 05福建机械手机器人传感器设备制造大型游乐设施、互动展项、VR体验区等场所,存在设备运动与游客之间的碰撞风险。传统方案依赖操作员目视监控,疲劳或注意力分散时极易发生意外。大德恒通AI大模型防撞传感器可部署在游乐设备周边,实时检测是否有游客进入危险区域。一旦检测到入侵,传感器可联动设备减速、停机或触发声光报警。由于传感器能够区分人与物体,不会因游客携带的背包、气球等物品而误... 【查看详情】
-
 28 05天津机器人防护传感器
28 05天津机器人防护传感器“DDH智能防护系统1.0”上位机软件是大德恒通防撞传感器的重要组成部分。软件界面简洁直观,分为3D传感器和AI传感器两个模式入口。连接传感器后,用户可实时看到检测画面,防护区域直接在图像上绘制,支持矩形、圆形、多边形等多种形状。每个区域的灵敏度、警戒距离、报警延时等参数均可**调节。软件还提供信号指示灯,直观显示当前各输出通道的状态。对... 【查看详情】
-
 28 05山东激光防护传感器设备制造
28 05山东激光防护传感器设备制造很多企业在引入智能安全设备时,比较大的顾虑就是调试复杂、维护困难。大德恒通防撞传感器配套“DDH智能防护系统1.0”上位机软件,界面清晰、操作直观。用户只需通过以太网连接传感器,即可在电脑上实时查看检测画面,并用鼠标直接在图像上绘制防护区域——支持矩形、圆形、多边形等多种形状,区域大小、位置、数量均可自由设定。每个检测区域还可**调节灵敏... 【查看详情】
-
 28 05上海冲压防护防撞传感器源头厂家
28 05上海冲压防护防撞传感器源头厂家立体空间防护传感器在自动化饲料包装线中用于检测缝包机前的料袋位置。饲料包装袋在灌装后由传送带送至缝包机进行封口。传感器安装在缝包机入口前方500毫米处,检测料袋是否到达预定位置。料袋到达时光束被遮挡,传感器输出信号触发缝包机启动。缝包机针头在料袋移动过程中完成缝合,料袋通过后传感器光束恢复导通,缝包机停止运行等待下一个料袋。传感器采用对射... 【查看详情】
-
 28 05河南立体安全防护防撞传感器场景适配
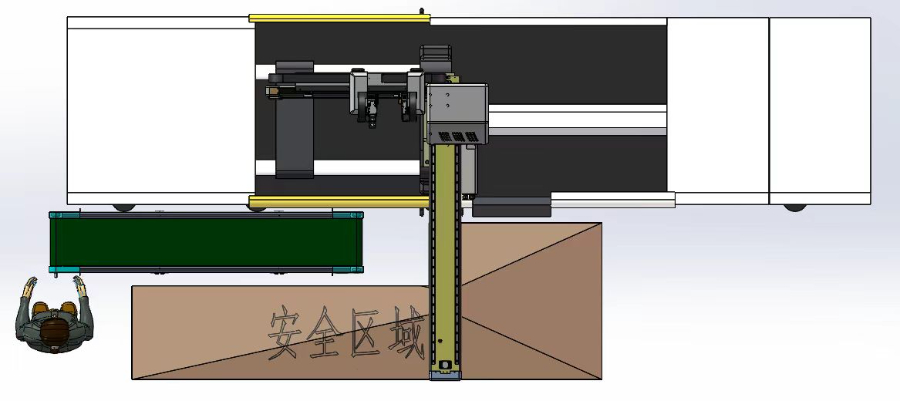
28 05河南立体安全防护防撞传感器场景适配在自动化产线中,多台机器人或设备在同一空间内协同作业,相互之间的运动轨迹可能存在交叉区域,安全风险成倍增加。大德恒通防撞传感器支持多机同时工作且互不干扰,每台传感器**检测各自负责的区域,同时可通过上位机或PLC系统进行统一协调。当某台传感器触发报警时,系统可联动周边设备同步停止或降速,避免因单台设备停止而其他设备继续运行带来的次生风险。... 【查看详情】
-
 28 05山东高精度检测防护防撞传感器多组信号输入
28 05山东高精度检测防护防撞传感器多组信号输入立体空间防护传感器在自动焊接变位机中用于检测工件装夹状态。变位机将工件旋转到不同角度进行焊接,装夹不牢固时工件可能在旋转中滑落。传感器安装在变位机夹具的夹爪上,测量夹爪与工件表面之间的间隙。夹具闭合后,间隙距离应为零或接近零。传感器输出模拟量信号表示间隙数值,控制系统的显示器上实时显示该数值。间隙值大于0.5毫米时,控制系统判断工件未夹紧... 【查看详情】
-
 28 05内蒙古激光防护防撞传感器多组信号输入
28 05内蒙古激光防护防撞传感器多组信号输入过去的安全防护多停留在平面光栅或二维视觉检测,存在检测盲区,难以应对复杂立体空间内的安全隐患。大德恒通防撞传感器采用3D立体空间成像技术,可快速生成被测场景的三维图像,重复精度稳定一致。用户可根据实际需求,自定义设置防护区域的长、宽、高,实现真正的“空间立体防护”。无论是正上方安装、侧上方安装,还是倾斜20°-55°角安装,传感器均能稳定... 【查看详情】
-
 27 05北京冲压防护传感器设备
27 05北京冲压防护传感器设备在冲压自动化生产线中,立体空间防护传感器被用于模具区域的安全防护。冲压机滑块上下往复运动,模具区域存在挤压风险。操作人员需要进入模具区域进行换模或清理废料时,传感器检测到人员存在,向冲压机控制系统发送禁止合模信号。冲压机曲轴角度锁定在安全位置,滑块保持在上死点。传感器也能检测模具内部是否有异物。冲压前传感器快速扫描模具型腔,如果型腔内有上... 【查看详情】
-
 27 05安徽液压机防护传感器设备制造
27 05安徽液压机防护传感器设备制造立体空间防护传感器在自动螺丝锁付机中用于检测螺丝是否到位。螺丝由振动盘排列后通过气管吹送到锁付头的夹爪位置。传感器安装在夹爪两侧,检测螺丝是否进入夹爪。螺丝到达时遮断传感器光路,输出到位信号。锁付头下降,电批旋转将螺丝拧入工件。若传感器未检测到螺丝,锁付头保持在上位,不执行下降动作。传感器采用对射式光纤放大器的形式,光纤探头直径1毫米,安... 【查看详情】
-
 27 05山东高精度检测传感器源头厂家
27 05山东高精度检测传感器源头厂家立体空间防护传感器在电子元器件插件机中用于检测元件引脚是否插入电路板孔位。插件机将电子元件从编带中取出,插入电路板对应的孔位。传感器安装在插装头上方,在元件插入后检测引脚末端与电路板背面的距离。四个引脚全部穿过电路板时传感器测量到的距离较小,有引脚未穿过时距离较大。距离值超过设定阈值时判定为插入失败,插件机停止并将电路板标记为待修品。传感... 【查看详情】
-
 27 05中国台湾人物与区分识别防护防撞传感器多组信号输入
27 05中国台湾人物与区分识别防护防撞传感器多组信号输入传统的安全传感器多采用IO硬接线输出,虽然简单可靠,但难以实现远程监控和参数配置。大德恒通防撞传感器标配Ethernet通信接口,用户可通过网络实时查看传感器的检测画面、修改防护区域、导出日志数据,甚至进行远程固件升级。对于拥有**控制室的智能工厂,工程师无需走到每台设备前,即可完成所有防撞传感器的状态巡检和参数调整。网络化还支持多传感器... 【查看详情】
-
 27 05冲压机防护传感器灵活检测
27 05冲压机防护传感器灵活检测立体空间防护传感器在粉末冶金压机中用于检测填料高度。金属粉末被填入阴模型腔后,上模冲下压将粉末压制成形。传感器安装在阴模上方,测量填粉后的粉面高度。粉面高度应保持在设定值的正负0.2毫米范围内。高度超出范围时压出的零件密度不合格。传感器在每次填粉后、上模冲下压前进行一次测量。测量值超出允许范围时,压机停止动作并发出报警,等待操作人员调整送... 【查看详情】


