 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心
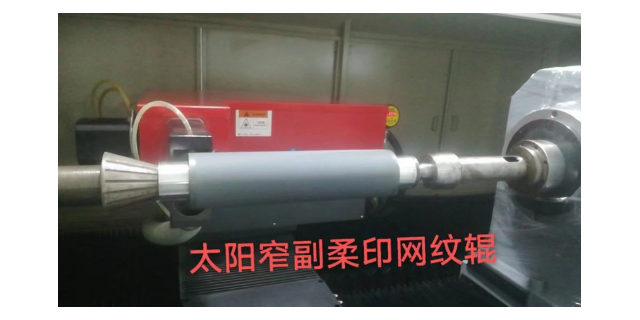
在印刷上光工艺中,上光陶瓷网纹辊性能直接影响成品效果,浦威诺深耕该领域多年,产品适配多种印刷场景。针对柔性版印刷对均匀度的高要求,通过调整激光雕刻网纹参数,避免上光不均、漏涂问题;面对瓦楞纸箱印刷,优化陶瓷层厚度与粗糙度,增强与瓦楞纸适配性,减少纸张损伤。生产中,高精度设备保障基辊圆度与直线度,喷砂...
上光陶瓷网纹辊在印刷行业中的发展趋势是向着更高精度、更个性化、更环保的方向发展。随着印刷市场对产品质量和个性化的要求不断提高,上光陶瓷网纹辊需要具备更高的精度,能够实现更精细的光油涂布和更独特的纹理效果。同时,为了满足不同客户的特殊需求,网纹辊制造商将提供更多个性化的定制服务,根据客户的印刷工艺和产...
上光陶瓷网纹辊的制造工艺十分复杂且严谨。从原材料的选择开始,就严格把控陶瓷粉末的质量,确保其纯度和粒度分布符合高标准要求。在成型过程中,采用先进的等静压成型技术,使网纹辊坯体具有均匀的密度和致密的结构。烧制环节更是关键,精确控制烧制温度和气氛,让陶瓷材质达到理想的物理和化学性能。制成的上光陶瓷网纹辊...
小森印刷设备擅长精细印刷作业,浦威诺陶瓷网纹辊为其在这方面的表现增色不少。对于高分辨率图像和精细线条的印刷,浦威诺陶瓷网纹辊的高精度网穴加工技术发挥关键作用。网穴的尺寸精度控制在极小范围内,能精细控制油墨的转移量。在包装印刷中,当印刷大气礼品包装盒时,小森设备使用浦威诺陶瓷网纹辊,可使包装盒上的图案...
小森设备在名片印刷中,上光陶瓷网纹辊能打造独特、精致的名片。名片虽小,但对品质和个性化要求高。上光陶瓷网纹辊通过不同的上光工艺,如亮光上光使名片表面光亮照人,突出商务形象的专业与自信;哑光上光则赋予名片低调、高雅的质感。在印刷名片上的企业标识和个人信息时,上光陶瓷网纹辊的准确网穴确保上光油均匀覆盖,...
复合膜、光学膜等薄膜类产品上光对网纹辊有独特要求,东莞市浦威诺深入了解基材特性,产品能满足特殊需求。薄膜厚度薄易拉伸,公司优化辊体硬度与表面弹性,接触时施加均匀适度压力,减少拉伸损伤,网纹设计考虑表面光滑度,确保涂布均匀无明显网纹痕迹,保障光学性能与外观。光学膜对表面精度要求极高,陶瓷层采用高纯度材...
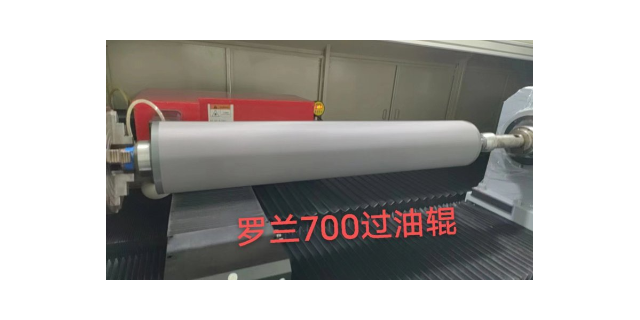
罗兰设备在包装纸印刷中,上光陶瓷网纹辊能优化包装纸的性能与印刷效果。包装纸需要具备良好的防潮性和印刷适性,上光陶瓷网纹辊通过均匀涂布上光油,在包装纸表面形成防水屏障,有效阻挡水分渗透,保护内装物品。在印刷过程中,上光陶瓷网纹辊与包装纸的材质兼容性良好,能确保油墨与上光油牢固附着,使印刷图案清晰、色彩...
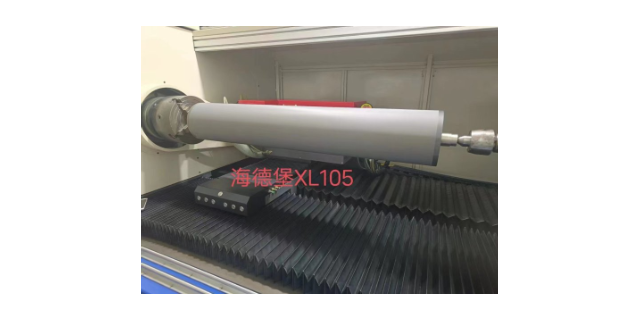
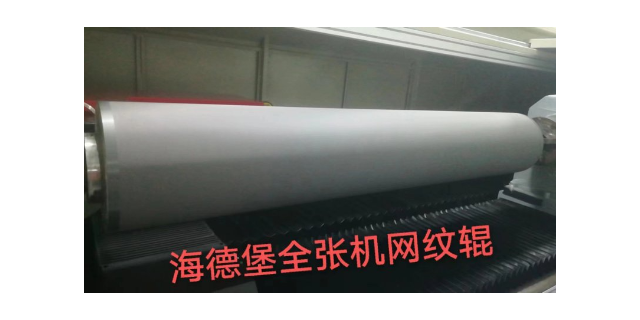
光陶瓷网纹辊作为海德堡印刷设备的关键上光部件,其主要功能是实现上光油的准确计量与均匀转移。海德堡设备以高速、高效的印刷特性著称,对上光陶瓷网纹辊的性能要求尤为严格。该网纹辊采用高要求陶瓷材料经等离子喷涂制成,表面硬度可达HV1100以上,能在海德堡设备的高速运转(通常可达15000转/小时以上)中保...
小森印刷设备擅长精细印刷作业,浦威诺陶瓷网纹辊为其在这方面的表现增色不少。对于高分辨率图像和精细线条的印刷,浦威诺陶瓷网纹辊的高精度网穴加工技术发挥关键作用。网穴的尺寸精度控制在极小范围内,能精细控制油墨的转移量。在包装印刷中,当印刷大气礼品包装盒时,小森设备使用浦威诺陶瓷网纹辊,可使包装盒上的图案...

陶瓷微凹辊的国产化进程在涂布行业加速推进。国内企业加大研发投入,成功突破陶瓷材料制备、微结构加工等技术瓶颈。采用陶瓷粉,通过等静压成型与真空烧结工艺,制备出性能与进口材料相当的辊体基材。在表面加工方面,自主研发的五轴联动激光雕刻机,可实现 ±0.1μm 的凹坑加工精度。国产化产品凭借成本优势与快速服...
陶瓷微凹辊的定制化能力较强,能够满足不同客户的个性化需求。不同行业、不同产品对涂布的要求存在差异,如涂层厚度、浆料类型、基材特性等,陶瓷微凹辊生产企业可根据客户的具体需求,进行网穴结构设计、材质选择、尺寸定制等。例如,针对某锂电池企业的高粘度正极浆料涂布需求,可定制大容积网穴的陶瓷微凹辊;针对某光学...

微凹辊的网穴深度是决定涂布量的参数,需根据目标涂布量精细选择网穴深度,避免涂层过厚浪费材料或过薄达不到性能要求。两者的关系遵循 “涂布量 = 网穴容积 × 转移效率”,具体计算逻辑如下:1. 网穴容积计算:不同形状网穴的容积公式不同,以常见的菱形网穴为例,容积 V(单位:m³/m²,即 m)=(网穴...